
Если вы закупаете Линия производства УТГ молока , вы уже знаете основы: обработка при сверхвысоких температурах продлевает срок хранения, позволяет осуществлять распределение при комнатной температуре и открывает доступ к рынкам, недоступным для охлаждённых молочных продуктов. Сложнее разобраться, как сравнивать оборудование, какие технические характеристики действительно важны и в чём чаще всего ошибаются покупатели на этапе закупки.
Это руководство помогает отделить главное от второстепенного. Независимо от того, строите ли вы новое предприятие «с нуля» или модернизируете существующую линию, вот что необходимо оценить до подписания контракта.
1. Начните с целевого объёма выпуска — а не с технических характеристик оборудования
Большинство поставщиков начинают презентацию с указания производственной мощности оборудования. Не делайте это отправной точкой для себя.
Прежде чем сравнивать любые машины, чётко определите:
- Суточный или годовой объём выпуска (литров/сутки или тонн/год)
- Сочетание продуктов только цельное молоко? Ароматизированное молоко? Сливки? Растительные смеси?
- Формат упаковки картонная упаковка в стиле Tetra Pak, бутылка из ПЭВП, саше или пакет?
- Планируемое количество артикулов (SKU) и объёмы наполнения 200 мл, 500 мл, 1 л — каждый объём влияет на конфигурацию линии
Производительность линии 5000 л/час ничего не значит, если ваша упаковочная машина создаёт узкое место на уровне 3000 л/час или если поставки сырого молока позволяют работать линии лишь 6 часов в день.
Совет покупателю: Определите требуемую производительность на этапе выхода готовой продукции в упаковке, а затем подберите оборудование предшествующих стадий процесса соответствующей мощности — а не наоборот.
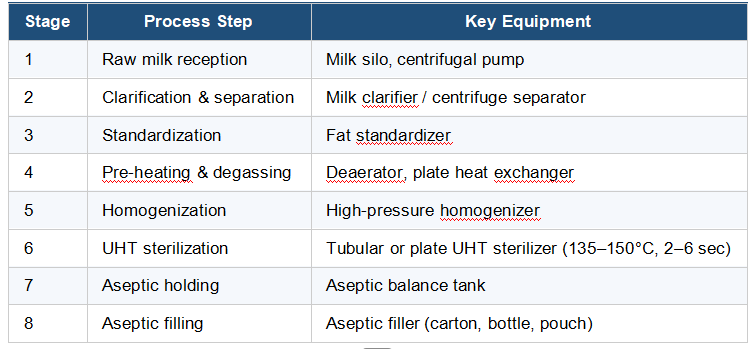
2. Изучите полный технологический поток
Линия производства УВТ-молока — это не отдельная машина, а целая система. При сравнении поставщиков необходимо оценивать, насколько согласованно спроектирован весь технологический поток, а не только отдельные компоненты.
Задайте каждому поставщику следующий вопрос: кто поставляет оборудование для каждой стадии? Некоторые интеграторы собирают линии из оборудования разных брендов с низкой совместимостью. Другие производят всю линию полностью на собственном предприятии, что упрощает пусконаладку, поставку запасных частей и послепродажное обслуживание.
3. Прямое впрыскивание пара против непрямого УВТ: в чём разница
Это один из наиболее важных технических выборов при проектировании линии УВТ — и покупатели зачастую упускают его из виду.
Непрямой УВТ (пластинчатый или трубчатый теплообменник):
- Продукт никогда не контактирует с паром напрямую
- Лучше подходит для стандартного цельного молока, обезжиренного молока, ароматизированного молока
- Более низкие эксплуатационные издержки
- Проще в очистке (совместимо с системой CIP)
- Наиболее распространённый выбор для молочных заводов
Прямое впрыскивание пара (DSI) / инфузия:
- Пар мгновенно контактирует с продуктом — очень короткое время выдержки при высокой температуре
- Лучше подходит для термолабильных продуктов: обогащенное белком молоко, сливки, напитки на основе сыворотки
- Более высокая стоимость оборудования и расход пара
- Может снизить выраженный вкус приготовленного продукта в премиальных линейках
Что выбрать? Для большинства стандартных применений УВТ-молока предпочтительным является косвенный нагрев (трубчатый или пластинчатый). Если вы производите продукты с высоким содержанием белка или премиальные линейки, где важен профиль вкуса, рассмотрите возможность применения прямого впрыска — и соответствующим образом заложите бюджет.
4. Производственная мощность: ориентируйтесь на реальное время работы, а не на пиковые показатели
Производственная мощность оборудования, как правило, указывается для непрерывной работы на пиковой нагрузке. Фактический выпуск зависит от следующих факторов:
- Циклы CIP (очистка на месте): обычно 60–90 минут на смену
- Предварительная стерилизация асептической системы перед началом производства
- Перенастройка оборудования при переходе между артикулами (SKU) или вкусами
- Запланированный простой и окна технического обслуживания
Эмпирическое правило: предполагайте 70–80 % эффективной загрузки от номинальной мощности при планировании. Если ваши потребности составляют 8 000 л/час чистого выхода, не выбирайте линию с номинальной мощностью 8 000 л/час — вам потребуется линия с номинальной мощностью порядка 10 000–12 000 л/час.
5. Асептическое розливное оборудование: узкое место, которое все недооценивают
The Ультравысокотемпературный стерилизатор редко ограничивает вашу линию. Асептический фасовщик почти всегда является узким местом.
Ключевые вопросы для стадии розлива:
- Является ли розливный аппарат по-настоящему асептическим? Речь идёт не просто о «чистом помещении» — он должен поддерживать стерильные условия после предварительной стерилизации перекисью водорода (H₂O₂) или паром и сохранять стерильность на протяжении всего производственного цикла.
- Какова фактическая производительность розливного аппарата (розливов/час) при вашем целевом размере упаковки?
- Поддерживает ли он ваш формат упаковки? Не все фасовочные машины являются универсальными по отношению к формату упаковки. Линии для картонных коробок, пакетов и бутылок используют принципиально разные машины.
- Время переналадки между артикулами? Если вы производите 3–4 артикула, частота переналадок напрямую влияет на эффективную мощность.
Если ваш поставщик указывает производительность стерилизатора без согласования с техническими характеристиками фасовочной машины, потребуйте данные по обоим компонентам — и убедитесь в их совместимости.
6. Уровень автоматизации: подберите его с учётом состава персонала и бюджета
Современные линии УВТ варьируются от полуавтоматических до полностью автоматизированных с управлением через ПЛК/SCADA. Оптимальный уровень зависит от следующих факторов:
- Местной стоимости и доступности рабочей силы — высокий уровень автоматизации снижает численность персонала, но увеличивает капитальные затраты
- Уровень квалификации оператора — полностью автоматизированные системы требуют наличия обученных техников для диагностики неисправностей
- Регуляторные требования — в некоторых регионах обязательным является ведение журналов аудита, записей по партиям и система прослеживаемости, которые могут обеспечить только автоматизированные системы
Большинство средних и крупных молочных заводов сегодня выбирают Линии с управлением на базе ПЛК и интерфейсами HMI с сенсорным экраном , автоматические программы CIP и мониторинг технологических процессов в реальном времени. Это оптимальный баланс между стоимостью и надёжностью.
Не стоит недооценивать ценность автоматических программ CIP : стабильные, аттестованные циклы мойки значительно надёжнее снижают риск загрязнения по сравнению с ручной мойкой, а также являются обязательным требованием для соответствия нормативам FDA, ЕС или Кодекса Алиментариус.
7. Стандарты гигиенического проектирования: обязательное условие для экспортных рынков
Если вы производите продукцию для экспорта — или планируете это делать в будущем — линия должна быть спроектирована и изготовлена в соответствии с признанными стандартами гигиенического инженерного проектирования:
- 3-A Санитарные стандарты (США)
- Руководящие принципы EHEDG (ЕС)
- Соответствие требованиям FDA/CGMP
- Маркировка CE для электрических и механических компонентов (ЕС)
На практике это означает:
- Все поверхности, контактирующие с продуктом, выполнены из нержавеющей стали марок 304 или 316L
- Гладкие сварные швы без карманов (шероховатость внутренней поверхности Ra ≤ 0,8 мкм для асептических линий)
- Уплотнения из пищевого этиленпропиленового каучука (EPDM) или силикона
- Отсутствие «мертвых зон» в трубопроводах, где могут накапливаться бактерии
- Полная опорожняемость всех зон, контактирующих с продуктом
Запросите сертификаты материалов (EN 10204 3.1 или эквивалентный) и документацию по качеству сварных соединений. Надёжные поставщики предоставляют их в стандартной комплектации.
8. Послепродажная поддержка: фактор, определяющий вашу реальную общую стоимость
Линия УВТ с конкурентоспособными капитальными затратами не имеет никакой ценности, если она простаивает три недели в ожидании запасной детали или если пусконаладочные работы затягиваются из-за низкого качества технической поддержки.
Оцените:
- Пусконаладочные и стартовые услуги : Включены ли они в стоимость или оплачиваются отдельно? На какой срок?
- Обучение операторов и техников : Непосредственно на вашем предприятии или только на заводе изготовителя?
- Наличие запасных частей : Критически важные расходные материалы (уплотнения, прокладки, клапаны гомогенизатора) должны храниться локально или быть доступны в течение 48–72 часов.
- Удаленная диагностика : Поддерживает ли система управления удалённый доступ для диагностики неисправностей?
- Клиенты-рекомендатели в вашем регионе : Может ли поставщик организовать связь с действующим клиентом, эксплуатирующим аналогичную линию?
Лучшие поставщики предлагают поставка проекта «под ключ» — проектирование технологического процесса, производство, ФПП (приёмочные заводские испытания), отгрузка, монтаж, пусконаладка и обучение в рамках одного контракта. Это снижает риски координации и обеспечивает единую точку ответственности.
9. Распространенные ошибки, которых следует избегать
- Выбор исключительно по цене. Линия, стоимость которой на 15 % ниже, но имеющая неудовлетворительный гигиенический дизайн, несовместимые компоненты или отсутствие локальной сервисной сети, обойдётся значительно дороже в течение всего срока эксплуатации.
- Недостаточная ясность в отношении включённых в предложение элементов. Уточните: включена ли в предложенную цену система CIP? Подключение к коммуникациям? Щиты управления? Асептический резервуар? Монтаж? Эти позиции зачастую указываются отдельно и могут увеличить базовую цену на 20–30 %.
- Игнорирование требований к коммуникациям. Установки УВТ потребляют значительное количество пара, охлаждающей воды, сжатого воздуха и электроэнергии. Убедитесь, что ваш объект способен обеспечить их в требуемых объёмах и параметрах — а также заложите в бюджет расходы на модернизацию инфраструктуры.
- Пропуск ФПП (приёмочных заводских испытаний). Всегда требуйте полное заводское приемочное испытание (FAT) на предприятии поставщика до отгрузки. Это ваша возможность проверить производительность, валидацию цикла мойки на месте (CIP) и поведение системы управления до прибытия линии на ваше предприятие.
- Недостаточная спецификация с учётом будущего расширения. Если вы планируете добавить вторую наполнительную головку или новый артикул (SKU) через три года, обсудите уже сейчас варианты модульного расширения — проектирование с учётом такой возможности изначально обойдётся значительно дешевле, чем последующая модернизация.
10. Вопросы, которые следует задать каждому поставщику
Используйте их, чтобы отличить серьёзных поставщиков от тех, кто просто делает коммерческое предложение с целью выиграть тендер:
- Какова фактическая пропускная способность асептического филлера, а не только стерилизатора?
- С каким стандартом гигиенического проектирования совместима линия — 3-A, EHEDG или эквивалентным?
- Какие сертификаты материалов предоставлены для всех компонентов, контактирующих с продуктом?
- Кто производит каждый основной подсистемный узел — собственное производство или сторонний поставщик?
- Какова продолжительность цикла мойки на месте (CIP) и как она валидируется?
- Можете ли вы предоставить контактные данные клиентов, использующих аналогичную линию — предпочтительно в моей стране или регионе?
- Что входит в пусконаладочные работы и какой ожидаемый срок от поставки до начала коммерческого производства?
- Каким образом поставляются критически важные запасные части и каково ваше среднее время реагирования на запросы технической поддержки?
Заключение
Выбор линии для производства стерилизованного молока (UHT) — это долгосрочное вложение, влияющее на качество вашей продукции, соответствие нормативным требованиям и конкурентные позиции на рынке. Правильная линия — это не обязательно самая дешёвая или та, у которой самая высокая заявленная производственная мощность; это линия, которая соответствует вашим реальным потребностям в объёме выпуска, отвечает стандартам пищевой безопасности ваших целевых рынков и оснащена технической поддержкой, обеспечивающей её надёжную эксплуатацию.
В компании Weishu Intelligent Machinery мы проектируем и производим полные линии по производству молока по ультравысокотемпературной (UHT) технологии — от приёма сырого молока до асептического розлива — с полной проектной поддержкой: от разработки технологического процесса до пусконаладочных работ и обучения операторов. Наши линии используются более чем в 100 странах, и мы обладаем значительным опытом в соблюдении регуляторных и гигиенических требований различных экспортных рынков.
Содержание
- 1. Начните с целевого объёма выпуска — а не с технических характеристик оборудования
- 2. Изучите полный технологический поток
- 3. Прямое впрыскивание пара против непрямого УВТ: в чём разница
- Непрямой УВТ (пластинчатый или трубчатый теплообменник):
- Прямое впрыскивание пара (DSI) / инфузия:
- 4. Производственная мощность: ориентируйтесь на реальное время работы, а не на пиковые показатели
- 5. Асептическое розливное оборудование: узкое место, которое все недооценивают
- 6. Уровень автоматизации: подберите его с учётом состава персонала и бюджета
- 7. Стандарты гигиенического проектирования: обязательное условие для экспортных рынков
- 8. Послепродажная поддержка: фактор, определяющий вашу реальную общую стоимость
- 9. Распространенные ошибки, которых следует избегать
- 10. Вопросы, которые следует задать каждому поставщику
- Заключение





