
Als u een UHT-melk productielijn aankoopt, kent u al de basisprincipes: verwerking bij ultrahoog temperatuur verlengt de houdbaarheid, maakt distributie bij omgevingstemperatuur mogelijk en opent markten die gekoelde zuivel eenvoudigweg niet kan bereiken. Wat moeilijker is om te bepalen, is hoe u machines kunt vergelijken, welke specificaties daadwerkelijk van belang zijn en waar de meeste kopers fouten maken tijdens de inkoop.
Deze handleiding filtert de overbodige informatie eruit. Of u nu een nieuw fabrieksgebouw bouwt of een bestaande lijn upgrade, hieronder vindt u wat u moet beoordelen voordat u een contract tekent.
1. Begin met uw productiedoel — niet met de machine-specificaties
De meeste leveranciers beginnen met de capaciteit van de apparatuur. Laat dat niet uw uitgangspunt zijn.
Voordat u machines gaat vergelijken, dient u het volgende vast te leggen:
- Dagelijkse of jaarlijkse productieomvang (liter/dag of ton/jaar)
- Product Mix : Alleen volle melk? Gevulde melk? Room? Mengsels op plantaardige basis?
- Verpakkingsformaat tetra Pak-achtige kartonnen verpakking, HDPE-fles, sachet of zakje?
- Geplande SKUs en vulvolumes 200 ml, 500 ml, 1 L — elk heeft invloed op de configuratie van de lijn
Een lijn met een capaciteit van 5.000 L/uur zegt niets als uw verpakkingsmachine een knelpunt vormt bij 3.000 L/uur, of als uw rauwe melkvoorraad slechts zes uur dagelijks bedrijfsduur toelaat.
Tip voor kopers: Definieer uw doelproductiecapaciteit op het uitvoerstadium van de verpakking en dimensioneer de voorliggende procesapparatuur daarop — niet omgekeerd.
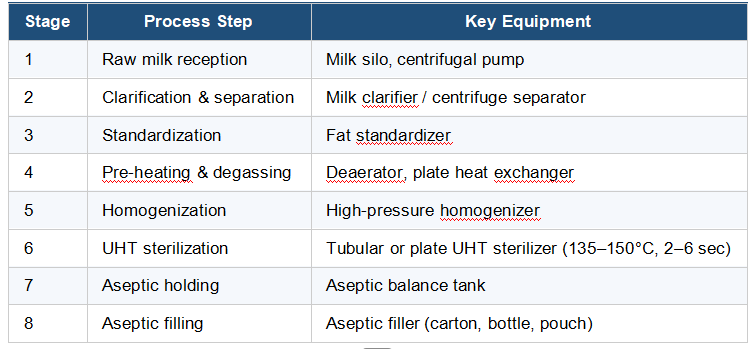
2. Begrijp de volledige processtroom
Een UHT-melkproductielijn is geen enkele machine — het is een systeem. Bij het vergelijken van leveranciers moet u beoordelen of de volledige stroom coherent is ontworpen, en niet alleen de afzonderlijke componenten.
Stel elke leverancier de volgende vraag: wie levert elke stap? Sommige integrators monteren lijnen uit gemengde merken met slechte compatibiliteit. Anderen produceren de volledige stroom in eigen huis, wat de inbedrijfstelling, onderdelenlevering en after-sales-ondersteuning vereenvoudigt.
3. Directe stoominjectie versus indirecte UHT: ken het verschil
Dit is een van de meest consequentievolle technische keuzes in een UHT-lijn — en kopers negeren deze vaak.
Indirecte UHT (plaat- of buisvormige warmtewisselaar):
- Het product komt nooit direct in contact met stoom
- Betere geschiktheid voor standaardvolle melk, magere melk, gearomatiseerde melk
- Lagere exploitatiekosten
- Gemakkelijker te reinigen (CIP-compatibel)
- Meest gebruikte keuze voor zuivelinstallaties
Directe stoominjectie (DSI) / infusie:
- Stoom komt onmiddellijk in contact met het product — zeer korte houdduur bij hoge temperatuur
- Betere geschiktheid voor hittegevoelige producten: eiwitverrijkte melk, room, op wei gebaseerde dranken
- Hogere apparatuurkosten en stoomverbruik
- Kan de gekookte smaak in premiumproducten verminderen
Welke kiezen? Voor de meeste standaard-UHT-melktoepassingen is indirecte verwarming (buisvormig of plaatvormig) de juiste keuze. Als u hoogwaardige eiwitrijke producten of premiumlijnen produceert waarbij het smaakprofiel van belang is, overweeg dan directe injectie — en houd hierbij rekening met de hogere kosten.
4. Capaciteit: Denk in realistische bedrijfsuren, niet in piekwaarden
De capaciteit van apparatuur wordt doorgaans aangegeven bij continue bedrijf op piekniveau. De werkelijke productie hangt af van:
- CIP-cycli (clean-in-place): doorgaans 60–90 minuten per ploeg
- Voorsterilisatie van het asceptische systeem voordat de productie begint
- Wisselingen tussen SKU’s of smaken
- Geplande stilstandtijd en onderhoudsperiodes
Een vuistregel: neem aan 70–80% effectieve benutting van het nominale vermogen voor planningdoeleinden. Als uw vraag 8.000 L/uur netto-output vereist, kies dan niet een lijn met een nominale capaciteit van 8.000 L/uur — u hebt eerder een nominale capaciteit van 10.000–12.000 L/uur nodig.
5. Aseptische afvulling: De bottleneck die iedereen onderschat
De Uht sterilisator beperkt uw lijn zelden. De aseptische afvulmachine doet dat bijna altijd.
Belangrijke vragen voor de afvulstage:
- Is de afvulmachine echt aseptisch? Niet alleen een 'schone ruimte' — deze moet steriele omstandigheden handhaven na voorsterilisatie met H₂O₂ of stoom, en die steriliteit gedurende de gehele productierun behouden.
- Wat is de werkelijke snelheid van de afvulmachine (aantal afvullingen/uur) bij uw doelpakformaat?
- Ondersteunt deze uw verpakkingsformaat? Niet alle afvulmachines zijn formaat-onafhankelijk. Kartonnen dozen, zakken en flessenlijnen maken gebruik van fundamenteel verschillende machines.
- Wisseltijd tussen SKUs? Als u 3–4 SKUs verwerkt, heeft de frequentie van wisselingen direct invloed op de effectieve capaciteit.
Als uw leverancier de sterilisatiecapaciteit opgeeft zonder deze af te stemmen op de specificaties van de vulmachine, dring dan aan op beide — en zorg ervoor dat ze op elkaar zijn afgestemd.
6. Automatiseringsniveau: Pas het aan aan uw personeelsbestand en budget
Moderne UHT-lijnen variëren van semi-automatisch tot volledig geautomatiseerd met PLC/SCADA-besturing. Het juiste niveau hangt af van:
- Lokale arbeidskosten en beschikbaarheid — hoge automatisering verlaagt het aantal werknemers, maar verhoogt de investeringskosten (CapEx)
- Vaardigheidsniveau van de exploitant — volledig geautomatiseerde systemen vereisen getrainde technici voor storingdetectie en -diagnose
- Regelgevingsvereisten — in sommige markten zijn audittrails, partijregistraties en traceerbaarheid vereist, wat alleen geautomatiseerde systemen kunnen bieden
De meeste middelgrote tot grote zuivelbedrijven kiezen vandaag de dag voor PLC-gestuurde lijnen met HMI-touchscreeninterfaces , automatische CIP-programma's en real-time procesbewaking. Dit is het optimale evenwicht tussen kosten en betrouwbaarheid.
Onderschat niet de waarde van automatische CIP : consistente, gevalideerde reinigingscycli verminderen het contaminatierisico veel betrouwbaarder dan handmatig wassen, en zijn essentieel voor naleving van FDA-, EU- of Codex Alimentarius-voorschriften.
7. Hygiënische ontwerpstandaarden: niet onderhandelbaar voor exportmarkten
Als u produceert voor export — of dat in de toekomst van plan bent — moet de lijn gebouwd zijn volgens erkende hygiënische technische standaarden:
- 3-A Hygiëne-normen (VS)
- EHEDG-richtlijnen (EU)
- FDA/cGMP-naleving
- CE Markering voor elektrische en mechanische onderdelen (EU)
In de praktijk betekent dit:
- Alle oppervlakken die in contact komen met het product vervaardigd uit roestvrij staal 304 of 316L
- Gladde, nadenloze lassen (interne afwerking Ra ≤ 0,8 µm voor aseptische leidingen)
- Dichtingen van voedselkwaliteit EPDM of siliconen
- Geen dode hoeken in leidingwerk waar bacteriën zich kunnen ophopen
- Volledige leegbaarheid van alle productcontactgebieden
Vraag naar materiaalcertificaten (EN 10204 3.1 of gelijkwaardig) en documentatie over laskwaliteit. Betrouwbare leveranciers verstrekken deze standaard.
8. Klantondersteuning na verkoop: de factor die uw werkelijke totale kosten bepaalt
Een UHT-lijn tegen een concurrerende investeringskost (CapEx) is niets waard als deze drie weken stil staat terwijl u op een vervangend onderdeel wacht, of als de inbedrijfstelling te lang duurt door onvoldoende technische ondersteuning.
Evalueren:
- Inbedrijfstelling en opstartondersteuning : Is dit inbegrepen, of is het een extra kostenpost? Hoe lang duurt dit?
- Opleiding van operators en technici : Ter plaatse bij uw faciliteit, of uitsluitend in de fabriek?
- Reserveonderdelen Beschikbaarheid : Kritieke verbruiksartikelen (afdichtingen, pakkingen, homogenisatorkleppen) moeten lokaal op voorraad zijn of binnen 48–72 uur beschikbaar zijn.
- Diagnostiek op afstand : Ondersteunt het besturingssysteem toegang op afstand voor probleemoplossing?
- Referentieklanten in uw regio : Kan de leverancier u in contact brengen met een bestaande klant die een vergelijkbare lijn exploiteert?
De beste leveranciers bieden turnkey-projectlevering — procesontwerp, productie, FAT (factory acceptance test), verzending, installatie, inbedrijfstelling en opleiding onder één contract. Dit vermindert het coördinatierisico en biedt u één aanspreekpunt voor verantwoordelijkheid.
9. Veelgemaakte fouten om te vermijden
- Uitsluitend op prijs selecteren. Een lijn die 15% goedkoper is, maar een slecht hygiënisch ontwerp heeft, onverenigbare componenten bevat of geen lokaal servicenetwerk kent, zal gedurende de levenscyclus veel duurder uitpakken.
- Niet duidelijk maken wat er bij is inbegrepen. Bevestig: Is het CIP-systeem in de offerteprijs inbegrepen? De aansluiting op nutsvoorzieningen? Besturingspanelen? Een aseptische tank? Installatie? Deze items worden vaak afzonderlijk geprijsd en kunnen 20–30% aan de basisprijs toevoegen.
- De vereisten voor nutsvoorzieningen negeren. UHT-lijnen verbruiken aanzienlijke hoeveelheden stoom, koelwater, perslucht en elektriciteit. Zorg ervoor dat uw faciliteit deze op de vereiste specificaties kan leveren — en neem eventuele infrastructuurupgrades op in uw budget.
- De FAT (Factory Acceptance Test) overslaan. Vereis altijd een volledige FAT op de locatie van de leverancier voordat de zending wordt verzonden. Dit is uw kans om de prestaties, de validatie van de CIP-cyclus en het gedrag van het besturingssysteem te verifiëren voordat de lijn uw fabriek bereikt.
- Onderspecificeren voor toekomstige uitbreiding. Als u van plan bent om over drie jaar een tweede vulkop of een nieuw SKU toe te voegen, bespreek dan nu al modulaire uitbreidingsmogelijkheden — het is aanzienlijk goedkoper om hierbij vanaf het begin rekening te houden in het ontwerp dan om later aanpassingen door te voeren.
10. Vragen die u aan elke leverancier moet stellen
Gebruik deze vragen om serieuze leveranciers te onderscheiden van diegenen die alleen offertes indienen om de order binnen te halen:
- Wat is de effectieve doorvoer bij de asceptische vulmachine, niet alleen bij de sterilisator?
- Aan welke hygiënische ontwerpnorm voldoet de lijn — 3-A, EHEDG of een gelijkwaardige norm?
- Welke materiaalcertificaten zijn beschikbaar voor alle onderdelen die in contact komen met het product?
- Wie produceert elk belangrijk subsysteem — intern of door een derde partij?
- Wat is de CIP-cyclusduur en hoe wordt deze gevalideerd?
- Kunt u referentieklanten noemen die een vergelijkbare lijn gebruiken — bij voorkeur in mijn land of regio?
- Wat valt er onder inbedrijfstelling, en wat is de verwachte tijdsduur van levering tot commerciële productie?
- Hoe worden kritieke vervangingsonderdelen geleverd, en wat is uw gemiddelde reactietijd voor technische ondersteuning?
Slotbeschouwing
De keuze van een UHT-melkproductielijn is een langetermijninvestering die van invloed is op uw productkwaliteit, naleving van wet- en regelgeving, en concurrentiepositie op de markt. De juiste lijn is niet noodzakelijkerwijs de goedkoopste of degene met de indrukwekkendste nominale capaciteit — het is de lijn die aansluit bij uw werkelijke productiebehoeften, voldoet aan de voedselveiligheidsnormen van uw doelmarkten en wordt geleverd met de technische ondersteuning die nodig is om deze betrouwbaar in bedrijf te houden.
Bij Weishu Intelligent Machinery ontwerpen en produceren we complete UHT-melkproductielijnen — van ontvangst van rauwe melk tot asceptische vulling — met volledige projectondersteuning, van procesontwerp tot inbedrijfstelling en operatoropleiding. Onze lijnen worden vertrouwd in meer dan 100 landen en we hebben ervaring met het voldoen aan de wettelijke en hygiënische normen van uiteenlopende exportmarkten.
Inhoudsopgave
- 1. Begin met uw productiedoel — niet met de machine-specificaties
- 2. Begrijp de volledige processtroom
- 3. Directe stoominjectie versus indirecte UHT: ken het verschil
- Indirecte UHT (plaat- of buisvormige warmtewisselaar):
- Directe stoominjectie (DSI) / infusie:
- 4. Capaciteit: Denk in realistische bedrijfsuren, niet in piekwaarden
- 5. Aseptische afvulling: De bottleneck die iedereen onderschat
- 6. Automatiseringsniveau: Pas het aan aan uw personeelsbestand en budget
- 7. Hygiënische ontwerpstandaarden: niet onderhandelbaar voor exportmarkten
- 8. Klantondersteuning na verkoop: de factor die uw werkelijke totale kosten bepaalt
- 9. Veelgemaakte fouten om te vermijden
- 10. Vragen die u aan elke leverancier moet stellen
- Slotbeschouwing





