
Եթե դուք ձեռք եք բերում UHT սուր ծրագիր սառեցված կաթնաշաքարի արտադրական գիծ, արդեն ծանոթ եք հիմնական սկզբունքներին՝ արտակարգ բարձր ջերմաստիճանով մշակումը երկարացնում է պիտանիության ժամկետը, հնարավորություն է տալիս առանց սառեցման տարածել ապրանքը և բացում շուկաներ, որոնց հասնել սառեցված կաթնամթերքներով պարզապես հնարավոր չէ: Իսկ ավելի դժվար է հասկանալ, թե ինչպես համեմատել սարքավորումները, որ տեխնիկական բնութագրերն են իրականում կարևոր, և որտեղ են մեծամասնությամբ գնորդները սխալվում գնման գործընթացում:
Այս ուղեցույցը հեռացնում է ավելորդ տեղեկատվությունը: Արդեն թե դուք կառուցում եք նոր գործարան, թե մոդերնիզացնում եք գոյություն ունեցող արտադրական գիծը, ահա այն գործոնները, որոնք պետք է գնահատեք պայմանագիրը ստորագրելուց առաջ:
1. Սկսեք ձեր արտադրողականության նպատակից՝ ոչ թե սարքավորման տեխնիկական բնութագրերից
Շատ մատակարարներ սկսում են սարքավորման արտադրողականությամբ: Մի թույլ տվեք, որ դա լինի ձեր սկզբնական կետը:
Ցանկացած սարքավորում համեմատելուց առաջ ճշտեք.
- Օրական կամ տարեկան արտադրողականության ծավալը (լիտր/օր կամ տոննա/տարի)
- Արտադրանքի միջոցառում միայն ամբողջական կաթ՞ Համեմված կաթ՞ Կրեմ՞ Բուսական խառնուրդներ՞
- Մատակարարման ձևաչափ տետրա Պակ ոճի տուփ, HDPE շշ, սակետ կամ պայուսակ՞
- Նախատեսված SKUs-եր և լցման ծավալներ 200 մլ, 500 մլ, 1 լ — յուրաքանչյուրը ազդում է գծի կոնֆիգուրացիայի վրա
5000 լ/ժամ հզորությամբ գիծը որևէ իմաստ չունի, եթե ձեր փաթեթավորման մեքենան ստեղծում է մեկնարկային սահմանափակում 3000 լ/ժամ արագությամբ կամ եթե ձեր հում կաթի մատակարարումը թույլատրում է օրական միայն 6 ժամ աշխատանք:
Գնորդի խորհուրդ՝ Սահմանեք ձեր նպատակային արտադրողականությունը փաթեթավորման ելքային փուլում, այնուհետև ընտրեք վերին հոսքի գործընթացի սարքավորումների չափսերը՝ համապատասխանեցնելով դրանք, այլ ոչ թե հակառակ կերպ:
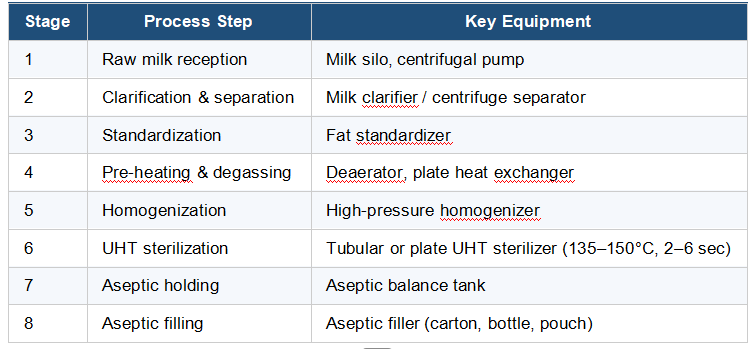
2. Ծանոթացեք ամբողջ գործընթացի հոսքի հետ
UHT կաթի արտադրական գիծը մեկ մեքենա չէ՝ դա համակարգ է: Մատակարարներին համեմատելիս անհրաժեշտ է գնահատել, թե արդյոք ամբողջ հոսքը նախագծված է համատեղելի կերպով, այլ ոչ թե միայն առանձին բաղադրիչները:
Հարցրեք յուրաքանչյուր մատակարարին. ով է մատակարարում յուրաքանչյուր փուլը: Որոշ ինտեգրատորներ համակարգեր են ստեղծում տարբեր ապրանքանիշերի միավորված սարքավորումներից՝ վատ համատեղելիությամբ: Մյուսները ամբողջ հոսքը արտադրում են իրենց սեփական արտադրամասերում, ինչը պարզեցնում է շահագործման մեջ մտցնելը, պահեստամասերի մատակարարումը և վաճառքից հետո սպասարկումը:
3. Ուղղակի գոլորշու ներարկումը ընդդեմ անուղղակի UHT-ի՝ իմացեք տարբերությունը
Սա UHT գծի ամենակարևոր տեխնիկական ընտրություններից մեկն է՝ և գնորդները հաճախ այն անտեսում են:
Անուղղակի UHT (սալիկավոր կամ խողովակավոր ջերմափոխանակիչ)
- Արտադրանքը երբեք չի շփվում գոլորշու հետ ուղղակիորեն
- Լավագույնս հարմարված է ստանդարտ ամբողջական կաթի, թաղանթազերծված կաթի, համավորված կաթի համար
- Ցածր շահագործման ծախսեր
- Ավելի հեշտ է մաքրել (CIP-համատեղելի)
- Կաթնային գործարաններում ամենատարածված ընտրությունը
Ուղղակի գոլորշու ներարկում (DSI) / ներլցում
- Բարձր ջերմաստիճանում շատ կարճ պահման ժամանակ՝ գոլորշին անմիջապես շփվում է արտադրանքի հետ
- Ավելի լավ է ջերմային զգայուն արտադրանքների համար՝ սպիտակուցներով հարուստ կաթ, սերուցք, սերուցքի հիմքի վրա հիմնված ըմպելիքներ
- Ավելի բարձր սարքավորումների արժեք և գոլորշու սպառում
- Կարող է նվազեցնել եփված համը caրգավորված արտադրանքներում
Ինչ ընտրել՞ Շատ ստանդարտ UHT կաթի կիրառումների համար անուղղակի տաքացումը (խողովակավոր կամ սալիկավոր) ճիշտ ընտրությունն է: Եթե դուք արտադրում եք բարձր սպիտակուցային արտադրանքներ կամ caրգավորված շարքեր, որտեղ համի պրոֆիլը կարևոր է, դիտարկեք ուղղակի ներարկումը՝ և համապատասխանաբար նախատեսեք բյուջեն:
4. Հզորություն՝ մտածեք իրական շահագործման ժամերով, ոչ թե պիկային ցուցանիշներով
Սարքավորումների հզորությունը սովորաբար նշվում է պիկային, անընդհատ շահագործման ռեժիմով: Իրական աշխատանքային հզորությունը կախված է հետևյալից.
- CIP (մաքրման համակարգի մեջ մաքրում) ցիկլերից՝ սովորաբար 60–90 րոպե մեկ շիֆտում
- Ասեպտիկ համակարգի ստերիլացումը արտադրության սկսելուց առաջ
- SKU-ների կամ համերի միջև անցումները
- Նախատեսված կանգառներ և սպասարկման ժամային պատուհաններ
Կանոնի մեկ մատը. ենթադրել 70–80 % արդյունավետ օգտագործում անվանական հզորության 70–80 %-ը պլանավորման նպատակներով: Եթե ձեր պահանջը 8000 լ/ժամ մաքուր ելք է, մի ընտրեք 8000 լ/ժամ անվանական հզորությամբ գիծ — ձեզ ավելի շուտ կարիք կլինի 10 000–12 000 լ/ժամ անվանական հզորությամբ գծի:
5. Ասեպտիկ լցում. բոլորի կողմից թերագնահատվող սահմանափակում
The UHT արտաքին համակարգ սառեցված կաթնաշաքարի արտադրական գծի արտադրողականության սահմանափակումը հազվադեպ է պայմանավորված այլ սարքավորումներով: Ասեպտիկ լցնող սարքը գրեթե միշտ է սահմանափակումը:
Լցման փուլի համար հիմնական հարցեր.
- Արդյո՞ք լցումը իսկապես ասեպտիկ է: Ոչ միայն «մաքուր սենյակ» — այն պետք է պահպանի ստերիլ պայմանները նախնական ստերիլացման հետո (H₂O₂-ով կամ գոլորշով) և պահպանի այդ ստերիլությունը ամբողջ արտադրական ցիկլի ընթացքում:
- Ի՞նչ է լցումի իրական արագությունը (լցումներ/ժամ) ձեր նպատակային փաթեթավորման չափսի դեպքում:
- Արդյոք աջակցում է ձեր փաթեթավորման ձևաչափին? Ոչ բոլոր լցնող սարքերն են ձևաչափից անկախ: Քարտոնե տուփերի, պայուսակների և շշերի գծերը օգտագործում են հիմնային տարբեր մեքենաներ:
- Ապրանքային միավորների (SKU) միջև անցման ժամանակը: Եթե դուք աշխատում եք 3–4 ապրանքային միավորների (SKU) հետ, ապրանքային միավորների միջև անցման հաճախականությունը ուղղակիորեն ազդում է արդյունավետ հզորության վրա:
Եթե ձեր մատակարարը նշում է ստերիլիզատորի հզորությունը՝ առանց համապատասխան լցնող սարքի սպեցիֆիկացիաների, պահանջեք երկուսն էլ՝ և համոզվեք, որ դրանք համատեղելի են:
6. Ավտոմատացման մակարդակը. Համապատասխանեցրեք այն ձեր աշխատուժին և բյուջեին
Ժամանակակից UHT գծերը տատանվում են կիսաավտոմատ մինչև ամբողջովին ավտոմատացված՝ PLC/SCADA կառավարմամբ: Ճիշտ մակարդակը կախված է հետևյալից.
- Տեղական աշխատավարձի և աշխատուժի առկայության մակարդակից — բարձր ավտոմատացումը նվազեցնում է աշխատակիցների թիվը, սակայն մեծացնում է կապիտալ ծախսերը (CapEx)
- Օպերատորների մասնագիտական վարպետության մակարդակը — ամբողջությամբ ավտոմատացված համակարգերը սխալների ախտորոշման համար պահանջում են վերապատրաստված տեխնիկներ
- Կարգավորող պահանջներ — որոշ շուկաներ պահանջում են աուդիտի պատմություն, շարքային գրառումներ և հետագծելիություն, որոնք մատակարարվում են միայն ավտոմատացված համակարգերի կողմից
Այսօր մեծ մասամբ միջին և մեծ կաթնային գործարանները ընտրում են ՊԼԿ-վերահսկվող գծեր՝ HMI շունտեկ էկրաններով , ավտոմատ մաքրման (CIP) ծրագրերով և իրական ժամանակում ընթացակարգի մոնիտորինգով: Սա ծախսերի և հավաստիության միջև օպտիմալ հավասարակշռությունն է:
Մի թեթևացրեք ավտոմատ մաքրման (CIP) -ի արժեքը. հաստատուն, վավերացված մաքրման ցիկլերը ավելի հավաստի են նվազեցնում աղտոտման ռիսկը, քան ձեռքով մաքրումը, և դրանք անհրաժեշտ են FDA, ԵՄ կամ Կոդեքս Ալիմենտարիուս ստանդարտներին համապատասխանելու համար:
7. Հիգիենիկ դիզայնի ստանդարտներ. Արտահանման շուկաների համար անվարանելի
Եթե դուք արտադրում եք արտահանման համար՝ կամ պլանավորում եք այդպես անել ապագայում, ապա գիծը պետք է ստեղծված լինի ճանաչված հիգիենիկ ինժեներական ստանդարտների համաձայն:
- սանիտարական ստանդարտներ՝ 3-A (ԱՄՆ)
- EHEDG ուղեցույցներ (ԵԱՀԿ)
- FDA/cGMP համապատասխանություն
- CE նշանակում էլեկտրական և մեխանիկական բաղադրիչների համար (ԵԱՀԿ)
Գործնականում սա նշանակում է.
- Բոլոր արտադրանքի հետ շփվող մակերեսները՝ 304 կամ 316L չժանգոտվող պողպատից
- Հարթ, ճեղքերից զերծ կառուցվածք (ասեպտիկ գծերի համար ներքին մակերեսի հարթություն՝ Ra ≤ 0.8 մկմ)
- Պատյաններ՝ սննդային որակի EPDM կամ սիլիկոնից
- Չկան մեռյալ ճյուղեր խողովակաշարում, որտեղ կարող են կուտակվել բակտերիաներ
- Բոլոր ապրանքի հետ շփվող գոտիների լիարժեք դատարկման հնարավորություն
Պահանջեք նյութերի սերտիֆիկատներ (EN 10204 3.1 կամ համարժեք) և կառուցվածքային կապերի որակի վերաբերյալ փաստաթղթեր: Հարգված մատակարարները սովորաբար այդ փաստաթղթերը տրամադրում են ստանդարտ կարգով:
8. Վաճառքից հետո սպասարկում. Գործոնը, որը որոշում է ձեր իրական ընդհանուր ծախսերը
Եթե UHT գիծը մրցունակ CapEx-ով է, սակայն այն 3 շաբաթ անշարժ է մնում՝ սպասելով պահեստային մասի առկայությանը, կամ եթե շահագործման մեջ մտցնելու աշխատանքները երկարաձգվում են տեխնիկական աջակցության թերաբավարարության պատճառով, ապա այդ գիծը արժեքավոր չէ:
Գնահատեք.
- Շահագործման մեջ մտցնելու և սկզբնավորման աջակցում ներառված է, թե՞ լրացուցիչ վճարով է: Որքան ժամանակ է անհրաժեշտ:
- Օպերատորների և տեխնիկների վերապատրաստում ձեր արտադրամասում անմիջապես վայրում, թե՞ միայն գործարանում:
- Դիսպոնաբիլ են արտադրանքային մասերը կրիտիկական սպառելի մասեր (սեղմանիչներ, ամբողջական սեղմանիչներ, հոմոգենիզատորի վալվերներ) պետք է պահվեն տեղում կամ հասանելի լինեն 48–72 ժամվա ընթացքում։
- Հեռահար ախտորոշում վերահսկման համակարգը աջակցում է արդյոք հեռակառավարման հնարավորությունը խնդիրների լուծման համար։
- Ձեր տարածաշրջանում վստահելի հաճախորդներ կարո՞ղ է մատակարարը ձեզ կապել այն գոյություն ունեցող հաճախորդի հետ, որն օգտագործում է նմանատիպ գծի աշխատանք։
Լավագույն մատակարարները առաջարկում են «բանալի-և-գնա» նախագծի իրականացում — գործընթացի նախագծում, արտադրություն, ԳԱՓ (գործարանային ընդունման փորձարկում), ուղարկում, տեղադրում, շահագործման մեջ մտցում և վերապատրաստում՝ մեկ պայմանագրի շրջանակներում։ Սա նվազեցնում է համակարգման ռիսկերը և ձեզ տալիս է մեկ պատասխանատու կետ։
9. Խուսափելու համար հաճախ հանդիպող սխալներ
- Ընտրությունը միայն գնի հիման վրա։ Այն գիծը, որն 15 % էժան է, սակայն ունի թույլ հիգիենիկ նախագիծ, անհամատեղելի բաղադրիչներ կամ տեղական սպասարկման ցանց չունի, իր ամբողջ շահագործման ժամանակահատվածում շատ ավելի թանկ կլինի։
- Չի պարզաբանվում, թե ինչն է ներառված: Հաստատեք՝ արդյոք մեջբերված գինը ներառում է CIP համակարգը, կոմունալ միացումները, կառավարման վահանակները, ասեպտիկ տանկը և տեղադրումը: Այս միավորները հաճախ մեջբերվում են առանձին և կարող են հիմնական գնին ավելացնել 20–30%:
- Անտեսվում են կոմունալ պահանջները: UHT գծերը մեծ քանակությամբ ստեղծում են գոլորշի, սառեցման ջուր, սեղմված օդ և էլեկտրական էներգիա: Համոզվեք, որ ձեր արտադրամասը կարող է ապահովել դրանք անհրաժեշտ սպեցիֆիկացիայով, և ձեր բյուջեում նախատեսեք նաև ենթակառուցվածքի մոդերնիզացիայի ծախսերը:
- Բաց են թողնվում գործարանային ընդունման փորձարկումները (FAT): Միշտ պահանջեք լիարժեք FAT մատակարարի արտադրամասում՝ առաքման առաջ: Սա ձեր հնարավորությունն է ստուգելու աշխատանքային ցուցանիշները, CIP ցիկլի վավերացումը և կառավարման համակարգի վարքագիծը՝ մինչև գիծը հասնի ձեր արտադրամաս:
- Ապագայի ընդլայնման համար սխալ տեխնիկական սպեցիֆիկացիա: Եթե երեք տարի հետո պլանավորում եք ավելացնել երկրորդ լցման գլուխ կամ նոր SKU, այժմ քննարկեք մոդուլային ընդլայնման տարբերակները. սկզբում դրա համար նախագծելը շատ ավելի էժան է, քան հետագայում վերակառուցելը:
10. Յուրաքանչյուր մատակարարին տալու հարցերը
Օգտագործեք սրանք լուրջ մատակարարների և պատվերը շահելու համար միայն գնային առաջարկ տրամադրողների միջև տարբերակելու համար.
- Ի՞նչն է ասեպտիկ լցնողի արդյունավետ արտադրողականությունը՝ ոչ թե միայն ստերիլիզատորի արտադրողականությունը:
- Գիծը համապատասխանում է որ հիգիենիկ դիզայնի ստանդարտի՝ 3-A, EHEDG կամ համարժեքի:
- Բոլոր արտադրանքի հետ շփվող բաղադրիչների նյութերի սերտիֆիկացման վերաբերյալ ի՞նչ փաստաթղթեր կան:
- Ո՞վ է արտադրում յուրաքանչյուր հիմնական ենթահամակարգը՝ ներքին արտադրությամբ կամ երրորդ կողմի կողմից:
- Ի՞նչն է CIP ցիկլի տևողությունը և ինչպես է այն վավերացվում:
- Կարո՞ղ եք ներկայացնել վերահսկվող հաճախորդներ, որոնք շահագործում են նմանատիպ գիծ՝ նախընտրելիորեն իմ երկրում կամ տարածաշրջանում:
- Մեկնարկի մեջ ի՞նչն է ներառված և ի՞նչն է սպասվող ժամանակահատվածը մատակարարման պահից մինչև առևտրային արտադրության սկիզբը:
- Ինչպե՞ս են մատակարարվում կրիտիկական պահեստամասերը և ի՞նչն է ձեր միջին պատասխանման ժամանակը տեխնիկական աջակցության հարցերում:
Վերջնական մտքեր
ՈՒՀՏ կաթի արտադրական գծի ընտրությունը երկարաժամկետ ներդրում է, որը ազդում է ձեր արտադրանքի որակի, կարգավորող պահանջների կատարման և շուկայում ձեր մրցակցային դիրքի վրա: Ճիշտ գիծը չի նշանակում ամենասակագները կամ ամենամեծ նախատեսված հզորությունն ունեցող գիծը՝ այլ այն գիծը, որը համապատասխանում է ձեր իրական արտադրանքի պահանջներին, բավարարում է ձեր նպատակային շուկաների սննդի անվտանգության ստանդարտները և ունի տեխնիկական աջակցություն՝ այն հուսալիորեն շահագործելու համար:
«Վեյշու Ինթելիջենթ Մեքիների» ընկերությունում մենք նախագծում ենք և արտադրում ենք ամբողջական ՈՒՀՏ կաթի արտադրական գծեր՝ հում կաթի ընդունմանից մինչև ասեպտիկ լցման գործընթացը՝ ամբողջ նախագծի աջակցությամբ՝ գործընթացի նախագծումից մինչև շահագործման մեջ մտցնելը և օպերատորների վերապատրաստումը: Մեր գծերը վստահության են արժանացել 100-ից ավելի երկրներում, և մենք փորձ ունենք բավարարելու տարբեր արտահանման շուկաների կարգավորող և սանիտարական ստանդարտները:
Բովանդակության սեղան
- 1. Սկսեք ձեր արտադրողականության նպատակից՝ ոչ թե սարքավորման տեխնիկական բնութագրերից
- 2. Ծանոթացեք ամբողջ գործընթացի հոսքի հետ
- 3. Ուղղակի գոլորշու ներարկումը ընդդեմ անուղղակի UHT-ի՝ իմացեք տարբերությունը
- Անուղղակի UHT (սալիկավոր կամ խողովակավոր ջերմափոխանակիչ)
- Ուղղակի գոլորշու ներարկում (DSI) / ներլցում
- 4. Հզորություն՝ մտածեք իրական շահագործման ժամերով, ոչ թե պիկային ցուցանիշներով
- 5. Ասեպտիկ լցում. բոլորի կողմից թերագնահատվող սահմանափակում
- 6. Ավտոմատացման մակարդակը. Համապատասխանեցրեք այն ձեր աշխատուժին և բյուջեին
- 7. Հիգիենիկ դիզայնի ստանդարտներ. Արտահանման շուկաների համար անվարանելի
- 8. Վաճառքից հետո սպասարկում. Գործոնը, որը որոշում է ձեր իրական ընդհանուր ծախսերը
- 9. Խուսափելու համար հաճախ հանդիպող սխալներ
- 10. Յուրաքանչյուր մատակարարին տալու հարցերը
- Վերջնական մտքեր





