
Se está adquirindo un Línea de produción de leite UHT , xa coñece os conceptos básicos: o procesamento a temperatura ultraalta prolonga a vida útil, permite a distribución a temperatura ambiente e abre mercados aos que os lácteos refrigerados simplemente non poden acceder. O que resulta máis difícil de determinar é como comparar o equipamento, qué especificacións son realmente importantes e onde cometen a maioría dos compradores os seus erros durante a adquisición.
Esta guía elimina o ruído. Sexa que estea construíndo unha planta nova ou actualizando unha liña existente, aquí ten os aspectos que debe avaliar antes de asinar un contrato.
1. Comece co seu obxectivo de produción — non coas especificacións da máquina
A maioría dos fornecedores comezan presentando a capacidade do equipamento. Non deixe que isto sexa o seu punto de partida.
Antes de comparar calquera máquina, defina con claridade:
- Volume diario ou anual de produción (litros/día ou toneladas/ano)
- Mix de produtos só leite enteiro? Leite saborizado? Nata? Mezclas baseadas en plantas?
- Formato de empaquetado cartón ao estilo Tetra Pak, botella de HDPE, sache ou bolsa?
- SKUs previstos e volumes de enchedura 200 ml, 500 ml, 1 L — cada un afecta a configuración da liña
Unha liña cunha capacidade nominal de 5.000 L/hora non significa nada se a súa máquina de empaquetado crea un estrangulamento a 3.000 L/hora, ou se o seu fornecemento de leite cru só permite 6 horas de operación diaria.
Consello para o comprador: Defina o seu caudal obxectivo na etapa de saída do empaquetado e dimensione os equipos dos procesos anteriores para que coincidan — non ao revés.
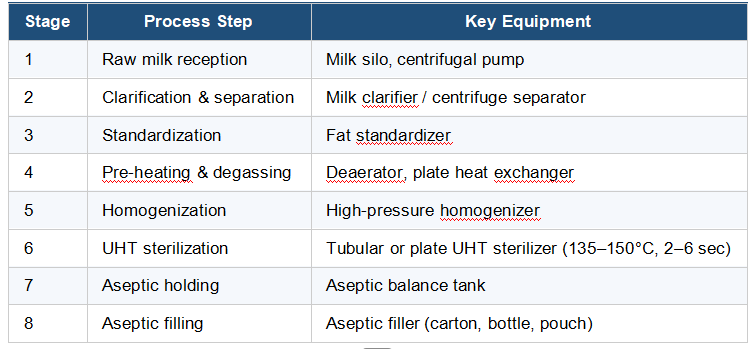
2. Comprender o fluxo completo do proceso
Unha liña de produción de leite UHT non é unha única máquina, senón un sistema. Ao comparar proveedores, debe avaliar se o fluxo completo está deseñado de forma coherente, non só os compoñentes individuais.
Pregúntelle a cada proveedor: quen fornece cada etapa? Algunhos integradores montan liñas con marcas mixtas, o que provoca unha pobre compatibilidade. Outros fabrican toda a liña internamente, o que simplifica a posta en marcha, as pezas de recambio e o servizo posvenda.
3. Inxección directa de vapor fronte a UHT indirecto: coñeza a diferenza
Esta é unha das decisións técnicas máis importantes nunha liña UHT — e os compradores frecuentemente pasánna por alto.
UHT indirecto (intercambiador de calor de placas ou tubular):
- O produto non entra nunca en contacto directo co vapor
- Máis adecuado para leite enteiro estándar, leite desnatado e leite saborizado
- Menor custo operativo
- Máis fácil de limpar (compatible con CIP)
- Elección máis común nas plantas lácteas
Inxección directa de vapor (IDV) / infusión:
- O vapor entra en contacto co produto de forma instantánea — tempo de permanencia moi curto a alta temperatura
- Mellor para produtos sensibles ao calor: leite enriquecido con proteínas, nata, bebidas a base de soro
- Custo máis elevado do equipamento e maior consumo de vapor
- Pode reducir o sabor cocido en produtos premium
Cal escoller? Para a maioría das aplicacións estándar de leite UHT, o calecemento indirecto (tubular ou de placas) é a opción adecuada. Se produce produtos de alta proteína ou liñas premium nas que o perfil de sabor é fundamental, considere a inxección directa — e prevea o orzamento correspondente.
4. Capacidade: pense en horas reais de funcionamento, non en valores máximos
A capacidade do equipo normalmente indícase en régimen máximo e continuo. A produción real depende de:
- Ciclos de CIP (limpeza in situ): normalmente 60–90 minutos por turno
- Preesterilización do sistema aséptico antes de comezar a produción
- Cambio entre SKUs ou sabores
- Paradas programadas e xanelas de mantemento
Unha regra xeral: supoña unha utilización efectiva do 70–80% da capacidade nominal para fins de planificación. Se a súa demanda require unha produción neta de 8.000 L/h, non especifique unha liña cunha capacidade nominal de 8.000 L/h — necesitará unha capacidade nominal máis próxima a 10.000–12.000 L/h.
5. Enchimento aséptico: o estrangulamento que todos subestiman
The Esterilizador UHT raramente limita a súa liña. O envasador aséptico case sempre o fai.
Preguntas clave para a etapa de enchimento:
- É o enchecedor verdadeiramente aséptico? Non só unha 'sala limpa' — debe manter condicións estériles despois da preesterilización con H₂O₂ ou vapor, e conservar esa esterilidade durante toda a liña de produción.
- ¿Cal é a velocidade real do enchedor (enchidos/hora) no seu tamaño de envase obxectivo?
- ¿Admite o seu formato de empaquetado? Non todos os enchedores son indiferentes ao formato. As liñas de cartón, bolsas e garrafas utilizan máquinas fundamentalmente distintas.
- ¿Tempo de cambio entre SKUs? Se está a executar 3–4 SKUs, a frecuencia de cambio afecta directamente á capacidade efectiva.
Se o seu fornecedor está cotizando a capacidade do esterilizador sen especificar as características do enchedor, exíxalle que proporcione ambas e asegúrese de que coincidan.
6. Nivel de automatización: axústoo á súa plantilla e orzamento
As liñas modernas UHT van desde semiautomáticas ata totalmente automatizadas, con control PLC/SCADA. O nivel axeitado depende de:
- Custo e dispoñibilidade da man de obra local — a alta automatización reduce o número de persoal pero aumenta a inversión en capital (CapEx)
- Nivel de cualificación do operador — os sistemas totalmente automatizados requiren técnicos formados para o diagnóstico de avarías
- Requisitos reguladores — algúns mercados requiren rexistros de auditoría, rexistros por lote e rastrexabilidade, que só os sistemas automatizados poden proporcionar
A maioría das plantas lácteas medias e grandes de hoxe en día optan por Liñas controladas por PLC con interfaces táctiles HMI , programas automáticos de limpeza en lugar (CIP) e supervisión en tempo real dos procesos. Este é o punto óptimo entre custo e fiabilidade.
Non subestime o valor da limpeza automática en lugar (CIP) : os ciclos de limpeza consistentes e validados reducen moito máis fiabilmente o risco de contaminación que a limpeza manual, e son esenciais para cumprir coas normativas da FDA, da UE ou do Codex Alimentarius.
7. Normas de deseño hixiénico: Non negociables para os mercados de exportación
Se está producindo para exportación — ou planea falo no futuro — a liña debe construírse segundo as normas recoñecidas de enxeñaría hixiénica:
- normas sanitarias 3-A (EE.UU.)
- Orientacións EHEDG (UE)
- Cumprimento da FDA/cGMP
- Marca CE para compoñentes eléctricos e mecánicos (UE)
Na práctica, isto significa:
- Todas as superficies en contacto co produto en acero inoxidable 304 ou 316L
- Soldaduras lisas, sen reentrancias (acabado interno Ra ≤ 0,8 µm para liñas asépticas)
- Juntas de goma EPDM ou silicona aptas para contacto con alimentos
- Sen zonas mortas na tubaxe onde poidan acumularse bacterias
- Drenaxe total de todas as zonas en contacto co produto
Soliciñe certificacións dos materiais (EN 10204 3.1 ou equivalente) e documentación sobre a calidade das soldaduras. Os fornecedores reputados proporcionan estas como norma.
8. Apoio posvenda: O factor que determina o seu custo total real
Unha liña UHT cun CapEx competitivo non ten ningún valor se permanece inactiva durante 3 semanas agardando unha peza de reposto ou se a posta en marcha se alarga por mor dun deficiente apoio técnico.
Avalie:
- Apoio na posta en marcha e arranque : Está incluído ou supón un custo adicional? Canto tempo dura?
- Formación de operadores e técnicos : ¿En sitio nas súas instalacións ou só na fábrica?
- Dispoñibilidade de pezas de recambio : Os consumibles críticos (selos, juntas, válvulas de homoxeneizador) deben terse en stock localmente ou estar dispoñíbeis dentro das próximas 48–72 horas.
- Diagnóstico remoto : ¿O sistema de control admite acceso remoto para a resolución de problemas?
- Clientes de referencia na súa rexión : ¿Pode o fornecedor ponterllo en contacto cun cliente existente que opere unha liña similar?
Os mellores fornecedores ofrecen entrega integral do proxecto — deseño do proceso, fabricación, proba de aceptación na fábrica (FAT), envío, instalación, posta en marcha e formación baixo un único contrato. Isto reduce o risco de coordinación e dálllle un único punto de responsabilidade.
9. Erros comúns que evitar
- Seleccionar só en función do prezo. Unha liña que custe un 15 % menos, pero que teña un deseño hixiénico deficiente, compoñentes incompatibles ou sen rede de servizo local, suporá un custo moito maior ao longo do seu ciclo de vida.
- Non aclarar o que está incluído. Confirme: o prezo cotizado inclúe o sistema CIP? As conexións ás redes de servizos? Os paneis de control? O tanque aséptico? A instalación? Estes elementos adoitan cotizarse por separado e poden engadir entre un 20 % e un 30 % ao prezo base.
- Ignorar os requisitos de servizos auxiliares. As liñas UHT consomen cantidades importantes de vapor, auga de refrigeración, aire comprimido e enerxía eléctrica. Asegúrese de que a súa instalación pode fornecelos nas especificacións requiridas e inclúa as melloras na infraestrutura no seu orzamento.
- Omitir a proba FAT (Factory Acceptance Test). Exixe sempre unha proba FAT completa nas instalacións do fornecedor antes do envío. Esta é a súa oportunidade para verificar o rendemento, a validación do ciclo CIP e o comportamento do sistema de control antes de que a liña chegue á súa planta.
- Especificación insuficiente para a expansión futura. Se planea engadir unha segunda cabezal de enchedura ou un novo SKU en 3 anos, discuta agora as opcións de expansión modular: é moito máis barato deseñalo desde o principio que adaptalo posteriormente.
10. Preguntas que facer a cada fornecedor
Utilice estas para distinguir os fornecedores serios daqueles que só presentan orzamentos para gañar a encomenda:
- Cal é o rendemento efectivo no enchedor aséptico, non só no esterilizador?
- A qué norma de deseño hixiénico se axusta a liña — 3-A, EHEDG ou equivalente?
- Cal é a certificación de materiais para todos os compoñentes en contacto co produto?
- Quen fabrica cada sub-sistema principal — internamente ou por terceiros?
- Cal é o tempo do ciclo de limpeza CIP e como se valida?
- Pode facilitarnos clientes de referencia que operen unha liña similar — preferiblemente no meu país ou rexión?
- Que inclúe a posta en marcha e cal é o prazo previsto desde a entrega ata a produción comercial?
- Como se fornecen as pezas de recambio críticas e cal é o seu tempo medio de resposta para o soporte técnico?
Pensamentos finais
Escoller unha liña de produción de leite UHT é unha inversión a longo prazo que afecta á calidade do seu produto, ao cumprimento dos regulamentos e á súa posición competitiva no mercado. A liña adecuada non é necesariamente a máis barata nin a que ten a capacidade nominal máis impresionante, senón aquela que se axusta ás súas necesidades reais de produción, cumpre os estándares de seguridade alimentaria dos seus mercados obxectivo e inclúe o soporte técnico necesario para mantela funcionando de forma fiable.
En Weishu Intelligent Machinery deseñamos e fabricamos liñas completas de produción de leite UHT — desde a recepción do leite cru ata o envasado aséptico — con soporte integral para o proxecto, dende o deseño do proceso ata a posta en marcha e a formación dos operarios. As nosas liñas son de confianza en máis de 100 países, e temos experiencia no cumprimento dos regulamentos e normas hixiénicas de diversos mercados de exportación.
Contidos
- 1. Comece co seu obxectivo de produción — non coas especificacións da máquina
- 2. Comprender o fluxo completo do proceso
- 3. Inxección directa de vapor fronte a UHT indirecto: coñeza a diferenza
- UHT indirecto (intercambiador de calor de placas ou tubular):
- Inxección directa de vapor (IDV) / infusión:
- 4. Capacidade: pense en horas reais de funcionamento, non en valores máximos
- 5. Enchimento aséptico: o estrangulamento que todos subestiman
- 6. Nivel de automatización: axústoo á súa plantilla e orzamento
- 7. Normas de deseño hixiénico: Non negociables para os mercados de exportación
- 8. Apoio posvenda: O factor que determina o seu custo total real
- 9. Erros comúns que evitar
- 10. Preguntas que facer a cada fornecedor
- Pensamentos finais





