
إذا كنت تبحث عن توريد خط إنتاج الحليب UHT ، فأنت بالفعل تعرف الأساسيات: معالجة درجات الحرارة فائقة الارتفاع تطيل مدة الصلاحية، وتتيح التوزيع في الظروف المحيطة (بدون تبريد)، وتفتح أسواقًا لا يمكن للألبان المبردة الوصول إليها أصلًا. أما ما يصعب تحديده فهو كيفية مقارنة المعدات، وأي المواصفات هي التي تهم فعلًا، وأين يرتكب معظم المشترين الأخطاء أثناء عملية الشراء.
يقدِّم هذا الدليل توضيحًا دقيقًا ويستبعد المعلومات غير الضرورية. سواء كنت تبني مصنعًا جديدًا من الصفر أو تقوم بترقية خط إنتاجٍ قائم، فإليك العوامل التي يجب تقييمها قبل توقيع العقد.
١. ابدأ بهدفك الإنتاجي — وليس مواصفات الماكينة
يقدِّم معظم المورِّدين سعة المعدات كأول نقطة جذب. ولا ينبغي أن تكون هذه هي نقطتك الابتدائية.
قبل مقارنة أي آلات، حدِّد بدقة ما يلي:
- الحجم اليومي أو السنوي المستهدف للإنتاج (لتر/يوم أو طن/سنة)
- مجموعة المنتجات : هل الحليب كامل الدسم فقط؟ أم حليب بنكهات؟ أم كريمية؟ أم خلطات نباتية؟
- شكل التغليف : عبوة على غرار علب تيترا باك (Tetra Pak)، أم زجاجة من البولي إيثيلين عالي الكثافة (HDPE)، أم كيس صغير (sachet)، أم عبوة بلاستيكية مرنة (pouch)؟
- الوحدات المخزنية المخطط لها وسعة التعبئة : ٢٠٠ مل، ٥٠٠ مل، ١ لتر — وكل منها يؤثر في تكوين الخط
إن تحديد سعة خط الإنتاج عند ٥٠٠٠ لتر/ساعة لا معنى له إذا كانت آلة التعبئة الخاصة بك تُشكِّل عنق زجاجة عند ٣٠٠٠ لتر/ساعة، أو إذا كان إمدادك من الحليب النيئ يسمح فقط بتشغيل الخط لمدة ٦ ساعات يوميًّا.
نصيحة للمشتري: حدِّد معدل الإنتاج المستهدف عند مرحلة خرج التعبئة أولًا، ثم اختر معدات العمليات السابقة وفقًا لهذا المعدل — وليس العكس.
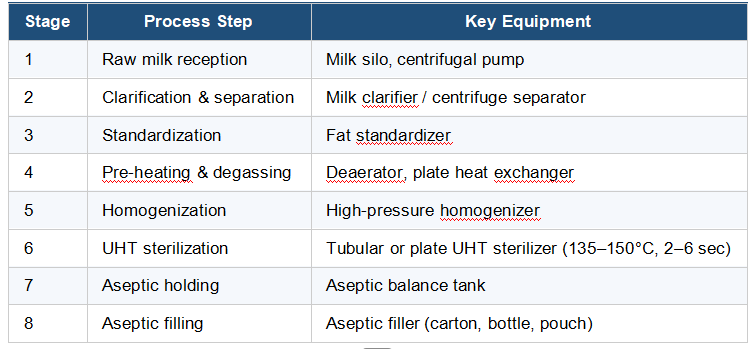
٢. فهم تدفق العملية بالكامل
إن خط إنتاج حليب يخضع لمعالجة درجات الحرارة العالية جدًّا (UHT) ليس جهازًا واحدًا فقط، بل هو نظام متكامل. وعند مقارنة المورِّدين، يجب أن تقيِّم ما إذا كان التدفق الكامل مصمَّمًا بشكل متناسق ومترابط، وليس مجرد مكونات فردية.
اطرح على كل مورِّد الأسئلة التالية: من الذي يزوِّد كل مرحلة؟ فبعض المُدمِجين يركِّبون الخطوط باستخدام علامات تجارية متنوعة ذات توافق ضعيف. أما الآخرون فيصنعون التدفق الكامل داخليًّا، مما يبسِّط عمليات التشغيل الأولي، وتوفير قطع الغيار، والدعم الفني بعد البيع.
٣. حقن البخار المباشر مقابل المعالجة غير المباشرة بدرجات الحرارة العالية جدًّا (UHT): تعرَّف على الفرق
هذا أحد أكثر الخيارات التقنية تأثيرًا في خط المعالجة الحرارية الفائقة (UHT)، وغالبًا ما يغفل المشترون عنه.
المعالجة الحرارية الفائقة غير المباشرة (مبدّل حراري لوحي أو أنبوبي):
- لا يتلامس المنتج مع البخار مباشرةً أبدًا
- أكثر ملاءمة للحليب الكامل القياسي، والحليب الخالي من الدسم، والحليب المُنكَّه
- تكاليف تشغيل أقل
- أسهل في التنظيف (متوافق مع نظام التنظيف الداخلي CIP)
- الخيار الأكثر شيوعًا لمصانع الألبان
حقن البخار المباشر (DSI) / التمرير:
- يتلامس البخار مع المنتج فورًا — زمن الاحتفاظ قصير جدًّا عند درجة حرارة مرتفعة
- أكثر ملاءمة للمنتجات الحساسة للحرارة: الحليب المُثرى بالبروتين، والقشدة، ومشروبات القشدة المستخلصة من مصل اللبن
- تكلفة أعلى للمعدات واستهلاك أكبر للبخار
- يمكن أن يقلل من نكهة الطهي في المنتجات المتميزة
أيّهما تختار؟ لمعظم تطبيقات الحليب عالي التص sterilization (UHT) القياسية، يُعد التسخين غير المباشر (أنبوبي أو لوحي) الخيار الأنسب. أما إذا كنت تُنتج منتجات عالية البروتين أو خطوطًا متميزة حيث تلعب ملف النكهة دورًا محوريًّا، ففكّر في التسخين بالحقن المباشر — وخطّط للميزانية وفقًا لذلك.
٤. السعة: فكّر من حيث ساعات التشغيل الواقعية، وليس التصنيفات القصوى
تُصنَّف سعة المعدات عادةً وفق أقصى أداء مستمر لها. أما الإنتاج الفعلي في الواقع فيعتمد على ما يلي:
- دورات التنظيف أثناء التشغيل (CIP): عادةً ما تستغرق ٦٠–٩٠ دقيقة لكل وردية
- التعقيم المبدئي للنظام العقيم قبل بدء الإنتاج
- التحويل بين الأصناف (SKUs) أو النكهات
- فترات التوقف المخطط لها ونوافذ الصيانة
قاعدة عامة: افترض استخدامًا فعّالًا بنسبة ٧٠–٨٠٪ من السعة المُصنَّفة لأغراض التخطيط. إذا كانت متطلباتك تتطلب ٨٠٠٠ لتر/ساعة من الإنتاج الصافي، فلا تحدد خطًّا مُصنَّفًا بسعة ٨٠٠٠ لتر/ساعة — بل ستحتاج إلى سعة مُصنَّفة أقرب إلى ١٠٠٠٠–١٢٠٠٠ لتر/ساعة.
٥. التعبئة العقيمة: العقبة التي يقلل الجميع من تقديرها
الـ معقم UHT نادرًا ما يحدّ خطكَ المُنتِج من السعة الإنتاجية. بل إن جهاز التعبئة التعقيم هو الذي يحدد السعة الإنتاجية في الغالب.
أسئلة رئيسية تتعلّق بمرحلة التعبئة:
- هل جهاز التعبئة عقيمٌ حقًّا؟ ليس فقط «غرفة نظيفة» — بل يجب أن يحافظ على الظروف العقيمة بعد التعقيم المبدئي باستخدام بيروكسيد الهيدروجين (H₂O₂) أو البخار، وأن يحافظ على هذه العقم طوال فترة التشغيل الإنتاجي.
- ما السرعة الفعلية لجهاز التعبئة (عدد الوحدات المعبأة/ساعة) عند حجم العبوة المستهدفة لديك؟
- هل يدعم تنسيق التغليف الذي تستخدمه؟ ليست جميع أجهزة التعبئة قادرة على التعامل مع جميع التنسيقات. فخطوط التعبئة في العلب الكرتونية والحقائب البلاستيكية والزجاجات تستخدم آلات مختلفة جذريًّا.
- كم تبلغ مدة التحويل بين الأصناف المختلفة (SKUs)؟ إذا كنت تُشغل ٣–٤ وحدات صنفية (SKUs)، فإن تكرار تغيير الإعدادات يؤثر مباشرةً على السعة الفعالة.
إذا كان مورِّدك يقدِّم سعة جهاز التعقيم دون أن يُطابق مواصفات جهاز التعبئة، فاطلب منه تقديم كلا المواصفتين — وتأكد من توافقهما.
٦. مستوى الأتمتة: حاذِه مع قوة عاملتك وميزانيتك
تتراوح خطوط المعالجة الحرارية الفائقة الحديثة (UHT) بين شبه الآلية والآلية بالكامل مع تحكم بواسطة وحدة التحكم المنطقية المبرمجة (PLC) أو نظام الإشراف والتحكم في البيانات (SCADA). ويتحدد المستوى المناسب بناءً على ما يلي:
- تكلفة العمالة المحلية وتوافرها — تؤدي درجة الأتمتة العالية إلى خفض عدد الموظفين، لكنها تزيد من النفقات الرأسمالية (CapEx)
- مستوى مهارة المشغل — تتطلب الأنظمة الآلية بالكامل فنيين مدربين لتشخيص الأعطال
- المتطلبات التنظيمية — تشترط بعض الأسواق وجود سجلات تدقيق وسجلات دفعات وإمكانية التتبع، وهي ميزات توفِّرها فقط الأنظمة الآلية
ويختار معظم مصانع الألبان متوسطة وكبيرة الحجم اليوم خطوطًا خاضعة للتحكم عبر وحدة التحكم المنطقية المبرمجة (PLC) مع واجهات شاشة تعمل باللمس لنظام التفاعل البشري-الآلي (HMI) ، وبرامج التنظيف التلقائي المتكاملة (CIP)، والرصد الفوري لعملية الإنتاج. وهذه هي النقطة المثلى التي توازن بين التكلفة والموثوقية.
لا تستهين بقيمة التنظيف التلقائي المتكامل (CIP) : تقلل دورات التنظيف المتسقة والمُوثَّقة من خطر التلوث بشكلٍ أكثر موثوقيةً بكثيرٍ من الغسل اليدوي، وهي شرطٌ أساسيٌّ للامتثال لمتطلبات إدارة الأغذية والأدوية الأمريكية (FDA) أو الاتحاد الأوروبي أو لائحة الكودكس أليمنتاريوس.
٧. معايير التصميم النظيف: شرطٌ لا يمكن التنازل عنه في الأسواق التصديرية
إذا كنت تُنتِج لأسواق التصدير — أو تخطط لذلك في المستقبل — فيجب أن يُبنى الخط وفقًا لمعايير هندسة التصميم النظيف المعترف بها عالميًّا:
- معايير 3-A الصحية (الولايات المتحدة الأمريكية)
- إرشادات اللجنة الأوروبية للهندسة النظيفة في مجال الأغذية (EHEDG) (الاتحاد الأوروبي)
- الامتثال لمتطلبات إدارة الأغذية والأدوية الأمريكية (FDA) / الممارسات التصنيعية الجيدة (cGMP)
- علامة CE للمركبات الكهربائية والميكانيكية (الاتحاد الأوروبي)
عمليًّا، هذا يعني:
- جميع الأسطح المتلامسة مع المنتج مصنوعة من الفولاذ المقاوم للصدأ من النوع 304 أو 316L
- لحامات ناعمة خالية من الشقوق (نهاية سطح داخلية بمعامل خشونة Ra ≤ 0.8 ميكرومتر للخطوط العقيمة)
- الأساور المانعة للتسرب مصنوعة من مادة EPDM أو السيليكون الصالحة للاستخدام في الأغذية
- عدم وجود أجزاء ميتة في أنابيب التوصيل حيث يمكن أن تتراكم البكتيريا
- إمكانية تصريف كامل جميع المناطق المتلامسة مع المنتج
اطلب شهادات المواد (مثل EN 10204 3.1 أو ما يعادلها) ووثائق جودة اللحام. ويقدِّم الموردون الموثوقون هذه المستندات كمعيارٍ افتراضي.
8. الدعم ما بعد البيع: العامل الذي يُحدِّد تكلفة الملكية الإجمالية الفعلية لك
إن خط المعالجة الحرارية الفائقة (UHT) ذا التكلفة الرأسمالية التنافسية لا قيمة له إذا ظلَّ متوقفًا لمدة ثلاثة أسابيع انتظارًا لقطعة غيار، أو إذا تجاوزت فترة التشغيل الأولي المُخطَّط لها بسبب ضعف الدعم الفني.
قم بالتقييم:
- الدعم أثناء التشغيل الأولي والبدء التشغيلي هل هو مضمون في السعر أم يُحتسب كتكلفة إضافية؟ وما مدته؟
- تدريب المشغلين والفنيين هل يتم التدريب في منشأتك أم فقط في المصنع؟
- توافر قطع الغيار يجب توافر المواد الاستهلاكية الحرجة (مثل الأختام، والطوقات، وصمامات جهاز التجانس) محليًّا أو أن تكون متاحة خلال ٤٨–٧٢ ساعة.
- تشخيص عن بعد هل يدعم نظام التحكم الوصول عن بُعد لتشخيص الأعطال؟
- عملاء مرجعية في منطقتك هل يمكن للمورد توصيلك بعميلٍ قائمٍ يشغل خط إنتاج مشابه؟
أفضل المورِّدين يقدمون تسليم المشروع جاهزًا للتشغيل (Turnkey) — تصميم العملية، والتصنيع، واختبار القبول بالمصنع (FAT)، والشحن، والتركيب، والتشغيل التجريبي، والتدريب، كلُّها ضمن عقد واحد. وهذا يقلل من مخاطر التنسيق ويمنحك نقطة اتصال واحدة مسؤولة أمامك.
9. الأخطاء الشائعة التي يجب تجنّبها
- الاختيار بناءً على السعر وحده. خط إنتاج يقل سعره بنسبة ١٥٪، لكنه يفتقر إلى التصميم الصحي الجيد، أو يحتوي على مكونات غير متوافقة، أو لا يتوفر له شبكة خدمات محلية، سيكلّفك بكثيرٍ أكثر على امتداد دورة حياته التشغيلية.
- عدم توضيح ما هو مشمول في العرض. تثبّت: هل يتضمّن السعر المذكور في العرض نظام التنظيف أثناء التشغيل (CIP)؟ وتوصيلات المرافق (مثل الكهرباء والماء والهواء المضغوط)؟ ولوحات التحكم؟ والخزان الأسيبتي؟ والتثبيت؟ غالبًا ما تُقدَّم هذه البنود بشكل منفصل في العروض، وقد ترفع التكلفة الإجمالية بنسبة ٢٠–٣٠٪ فوق السعر الأساسي.
- تجاهل متطلبات المرافق. تستهلك خطوط المعالجة الحرارية الفائقة (UHT) كميات كبيرة من البخار وماء التبريد والهواء المضغوط والطاقة الكهربائية. تأكَّد من أن منشأتك قادرة على تأمين هذه المرافق وفق المواصفات المطلوبة — واحسب تكاليف تطوير البنية التحتية ضمن ميزانيتك.
- التغاضي عن اختبار القبول بالمصنع (FAT). اطلب دائمًا إجراء اختبار القبول الكامل (FAT) في مرافق المورِّد قبل الشحن. وهذه فرصتك للتحقق من أداء الخط، وصحة دورة التنظيف أثناء التشغيل (CIP)، وسلوك نظام التحكم، قبل وصول الخط إلى مصنعك.
- تحديد مواصفات أقل من المتطلبات المستقبلية للتوسّع. إذا كنت تخطط لإضافة رأس تعبئة ثانٍ أو منتج جديد (SKU) خلال ثلاث سنوات، فناقش الآن خيارات التوسع الوحدوي — فتصميم النظام ليشمل هذا التوسع منذ البداية أرخص بكثير من إجراء تعديلات لاحقة.
١٠. أسئلة يجب طرحها على كل مورد
استخدم هذه الأسئلة للتمييز بين الموردين الجادين وأولئك الذين يقدّمون عروض أسعار فقط للفوز بالطلب:
- ما هو معدل الإنتاج الفعلي في جهاز التعبئة العقيم، وليس فقط في جهاز التعقيم؟
- ما المعيار الخاص بالتصميم النظيف الذي يتوافق معه الخط — مثل معيار ٣-أ (3-A) أو معيار EHEDG أو ما يعادلهما؟
- ما شهادات المواد الخاصة بجميع المكونات التي تتلامس مع المنتج؟
- من هو الشركة المصنِّعة لكل نظام فرعي رئيسي — هل يتم تصنيعه داخليًّا أم بواسطة طرف ثالث؟
- ما مدة دورة التنظيف بالماء والمواد الكيميائية (CIP)، وكيف يتم التحقق من صحتها؟
- هل يمكنك تزويدنا بأسماء عملاء مرجعيين يعملون بنظام مماثل — ويفضَّل أن يكونوا في بلدي أو منطقتي؟
- ما الخدمات المشمولة في مرحلة التشغيل الأولي (Commissioning)، وما المدة الزمنية المتوقعة من وقت التسليم إلى بدء الإنتاج التجاري؟
- كيف يتم توريد قطع الغيار الحرجة، وما هو متوسط وقت الاستجابة الخاص بكم للدعم الفني؟
أفكار ختامية
يُعد اختيار خط إنتاج حليب يخضع لعملية التعقيم الفائق (UHT) استثمارًا طويل الأجل يؤثر على جودة منتجك، وامتثالك للوائح التنظيمية، وموقعك التنافسي في السوق. فالخط المناسب ليس بالضرورة الأرخص أو ذاك الذي تتفوق سعته الاسمية من حيث الإنتاج — بل هو الخط الذي يلائم متطلباتك الفعلية من حيث الإنتاج، ويحقق معايير سلامة الأغذية المعمول بها في أسواقك المستهدفة، ويأتي مع دعم فني يضمن تشغيله بكفاءة وموثوقية.
في شركة وييشو للمachinery الذكية، نقوم بتصميم وتصنيع خطوط إنتاج الحليب الخاضعة لعملية التعقيم الفائق (UHT) الكاملة — بدءًا من استلام الحليب الخام وانتهاءً بالتعبئة العقيمة — مع دعم مشروع كامل يشمل التصميم العملياتي، والتشغيل التجريبي، وتدريب المشغلين. وتُستخدم خطوطنا في أكثر من ١٠٠ دولة، ولدينا خبرة واسعة في الوفاء بالمتطلبات التنظيمية والمعايير الصحية الخاصة بأسواق التصدير المتنوعة.
جدول المحتويات
- ١. ابدأ بهدفك الإنتاجي — وليس مواصفات الماكينة
- ٢. فهم تدفق العملية بالكامل
- ٣. حقن البخار المباشر مقابل المعالجة غير المباشرة بدرجات الحرارة العالية جدًّا (UHT): تعرَّف على الفرق
- المعالجة الحرارية الفائقة غير المباشرة (مبدّل حراري لوحي أو أنبوبي):
- حقن البخار المباشر (DSI) / التمرير:
- ٤. السعة: فكّر من حيث ساعات التشغيل الواقعية، وليس التصنيفات القصوى
- ٥. التعبئة العقيمة: العقبة التي يقلل الجميع من تقديرها
- ٦. مستوى الأتمتة: حاذِه مع قوة عاملتك وميزانيتك
- ٧. معايير التصميم النظيف: شرطٌ لا يمكن التنازل عنه في الأسواق التصديرية
- 8. الدعم ما بعد البيع: العامل الذي يُحدِّد تكلفة الملكية الإجمالية الفعلية لك
- 9. الأخطاء الشائعة التي يجب تجنّبها
- ١٠. أسئلة يجب طرحها على كل مورد
- أفكار ختامية





