
Süt işleme tesisi inşa etmeyi veya mevcut bir tesisinizi yenilemeyi planlıyorsanız, karşılaştığınız ilk kararlardan biri şudur: Aslında hangi tür üretim hattına ihtiyacım var?
Pastörize süt ve UHT (aşırı yüksek sıcaklıkta işlenmiş) süt raflarda benzer görünse de farklı ekipmanlar, farklı süreçler ve farklı uzlaşmalar gerektirir. Bu kararı planlama aşamasında yanlış vermek maliyetlidir.
Bu kılavuz, bir pastörize süt üretim hattının nasıl çalıştığını, ürün kaliteniz açısından temel işlem adımlarının ne anlama geldiğini ve ekipman seçerken — bir alıcı açısından — dikkat etmeniz gerekenleri ayrıntılı olarak açıklar.
Pastörize Süt Üretim Hattı Nedir?
Pastörize süt üretim hattı, ham sütü kabul aşamasından başlayarak bitmiş, ambalajlanmış ürüne kadar sürekli bir işleme sistemi olup, zararlı patojenleri ortadan kaldırmak amacıyla kontrollü ısı uygulaması yapar; ancak bu işlem sırasında sütün tadı ve besin değeri korunur.
UHT işleminden (135–150°C’de birkaç saniye boyunca sterilizasyon yapılır) farklı olarak, pastörizasyon genellikle daha düşük sıcaklıklarda (72–85°C) daha uzun tutma süreleriyle gerçekleştirilir. Sonuç olarak, raf ömrü daha kısa ancak genellikle daha taze bir tat sunan bir ürün elde edilir; bu nedenle pastörize süt, birçok pazarda bir prim ile satılmaktadır.
Temel İşleme Adımları — ve Her Birinin Neden Önemli Olduğu
Ham Sütün Alınması
Her şeyden önce, gelen ham süt kalite açısından test edilir: yağ oranı, protein, somatik hücre sayısı, antibiyotik kalıntıları ve mikrobiyal yük. Kabul kriterlerini karşılamayan süt reddedilir; bu sorunlar ileri süreçlerde düzeltilemez.
Alıcı notu: Alım noktasında entegre örnek alma ve test istasyonlarına sahip sistemleri tercih edin. Otomatik red valfleri, zaman kazandırır ve kontamine partilerin hatta girmesini engeller.
Ayrıştırma / Ayırma
Ham süt, fiziksel safsızlıkları — toprak, hücre artıkları ve tortuyu — uzaklaştırmak için bir santrifüj ayıklayıcıdan geçirilir. Bu adım, sonraki süreçteki ekipmanları korur ve nihai ürünün berraklığını artırır.
Bazı hatlar, son ürünün standartlaştırılmış tam yağlı süt, yarı yağsız süt ya da yağsız süt olması durumuna göre bu aşamada ayıklamayı ilk krem ayrımıyla birleştirir.
Soğuk Depolama
Ayıklamadan sonra süt, daha ileri işlemler öncesi 2–6 °C’de yalıtılmış silolarda tutulur. Bu tamponlama adımı, üretim planlamasında esneklik sağlar ve ham sütün teslimi ile pastörizasyonu arasındaki sürede bakteriyel üremeyi önler.
Kapasite ipucu: Soğuk depolama kapasitenizi en az 8–12 saatlik üretim hacmi için boyutlandırın. Küçük boyutlu silolar, ham sütün varış zamanlarının üretim vardiyalarıyla uyum sağlamadığı durumlarda darboğazlara neden olur.
Standartlaştırma
Bu adım, yasal veya ürün spesifikasyonlarına uygun olarak yağ-protein oranını ayarlar. Satıh içi standartlaştırma sistemleri (otomatik akış kontrolü ve santrifüj ayırıcılar kullanılarak) manuel karıştırma yöntemlerine kıyasla daha hassastır ve ürün kaybını azaltır.
Birden fazla ürün varyantı (tam yağlı süt, %2 yağlı süt, yağsız süt) üretmeyi planlıyorsanız, ekipman tedarikçinizle görüşmeniz gereken kritik bir özellik, standartlaştırma esnekliğidir.
Homojenizasyon
Süt, yüksek basınç altında (genellikle 150–200 bar) dar bir vana üzerinden zorlanarak yağ kürecikleri tek tip ve daha küçük damlacıklara bölünür. Bu işlem, raf ömrü boyunca kremanın ayrışmasını önler ve süte tutarlı, pürüzsüz bir ağız hissi kazandırır.
Homojenizasyon, çoğu yapılandırmada genellikle pastörizasyondan önce yapılır; ancak bazı özel işlemler bu sırayı tersine çevirir.
Pastörizasyon
Hattın temel bileşeni. Süt, bir plaka ısı değiştiricisinden (PHE) geçer ve burada:
- Hedef sıcaklığa ısıtılır (örneğin HTST pastörizasyonu için 72°C)
- Gerekli süre boyunca bekletilir (72°C’deki HTST için 15 saniye)
- Isı enerjisinin %80–90’ı geri kazanılarak regeneratif ısı değişimiyle soğutulur
Modern pastörizörler, sıcaklığı yetersiz kalan sütü yeniden ısıtma aşamasına yönlendiren otomatik yönlendirme vanaları içerir; böylece her damla gerekli termal profili karşılar.
Soğutma
Pastörizasyondan sonra süt, dolum öncesi hızla 2–4°C’ye soğutulur. Bu noktadan itibaren soğuk zincirin korunması kritik öneme sahiptir — pastörizasyondan sonra yaşanan herhangi bir sıcaklık dalgalanması ürünün raf ömrünü doğrudan kısaltır.
Doldurma
Pastörize edilmiş süt, hedef pazarınıza bağlı olarak farklı formatlara dolum yapılabilir:
- Poşet dolumu (yastık torbaları): Birim maliyeti düşük, fiyat duyarlı pazarlarda yaygın
- Şişe dolumu (HDPE veya cam): Premium konumlandırma, perakende ve gıda hizmeti sektörüne uygundur
- Köşeli tepelik / çatı kutusu dolumu: Soğutulmuş perakende sütleri için yaygın; raf çekiciliğini uzatır
Önemli Not: Dolum makinenizin formatı, ambalaj maliyetlerinizi, raf konumlandırmanızı ve soğuk zincir gereksinimlerinizi belirler. Birçok modern üretim hattı, tek bir sistemde birden fazla dolum formatını destekler — ürün yelpazenizin zaman içinde değişmesi olasılığı varsa bu konuyu sorgulamanız faydalı olacaktır.
Tek Hattın Çoklu Ürün Üretimi — ROI Açısından Neden Bu Kadar Önemli?
İyi tasarlanmış pastörize süt üretim hattı, tek bir ürüne sınırlı değildir. Aynı temel altyapı — kabul, ayıklama, standartlaştırma, homojenizasyon — farklı aşağı akış süreçlerine beslenebilir:
- Pastörize süt (kısa raf ömrü, soğukta muhafaza edilir)
- UHT / ESL süt (uzatılmış raf ömrü, oda sıcaklığında veya soğukta muhafaza edilir)
- Laktik asit bakterisi içecekleri (fermente, fonksiyonel)
- Yoğurt içecekleri (kültürlü, viskoz)
Bu çok ürün kapasitesi, ayrı ekipmanlara yatırım yapmadan farklı perakende segmentlerine hizmet vermek veya yeni ürün hatlarını test etmek isteyen süt ürünleri fabrikaları için varlık kullanım oranını önemli ölçüde artırır.
Pastörize mi yoksa UHT mi? Hangi üretim hattı sizin için uygun?
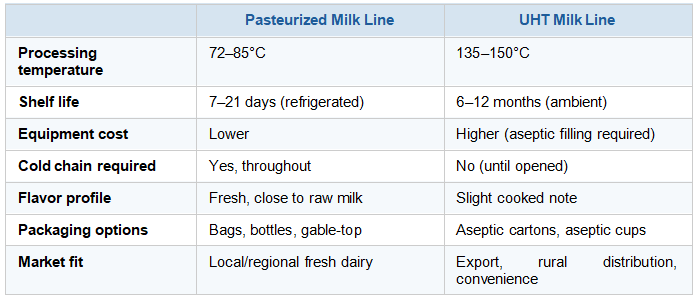
Yerel taze pazarlara veya premium taze süt ürünleri konumlandırmasına odaklanan üreticiler için pastörize hatlar, daha düşük sermaye maliyeti sunar ve tazeliğe dayalı bir fiyat primi elde edilebilen bir ürün sağlar. İhracat amaçlı üretim veya soğuk zinciri altyapısı sınırlı bölgeler için UHT hatları daha yüksek başlangıç yatırımı gerektirmesine rağmen lojistik avantajlar sunar.
Pastörize Süt Üretim Hattı Kaynağı Seçerken Dikkat Edilmesi Gerekenler
İşlem Esnekliği
Hattı, büyük değişiklikler yapmadan farklı yağ oranı ürünlerini işleyebiliyor mu? Gelecekte UHT veya fermente ürün üretimi için yapılandırılabilir mi?
CIP (Yerinde Temizleme) Sistemi
Süt ürünleri hatları günde birden fazla kez temizlenmelidir. İyi tasarlanmış bir CIP sistemi, temizleme süresini, kimyasal tüketimini ve çapraz kontaminasyon riskini azaltır. CIP döngü süresi ve kimyasal dozlama otomasyonu hakkında bilgi alın.
Otomasyon Seviyesi
Temel hatlar manuel kontroller kullanırken; daha üst düzey sistemler PLC tabanlı otomasyon ve SCADA izleme ile çalışır. Otomasyon, operatör hatalarını azaltır, süreç tutarlılığını sağlar ve gıda güvenliği denetimleri gibi ihracat pazarlarında önemli olan uyumluluk belgelerinin hazırlanmasını kolaylaştırır.
Enerji geri kazanımı
Yüksek rejenerasyon verimliliğine sahip (%%85+) pastörizörler arayın. %80 ile %90 arasındaki rejenerasyon oranı farkı, enerji maliyetleri açısından büyük ölçekli üretimde hızla toplam maliyetlere yansır.
Kapasite ve Ölçeklenebilirlik
Bugünkü hacim için değil, gelecekteki büyüme seçenekleri için de spesifikasyon belirleyin: Aynı çerçeve daha büyük bir PHE'yi (Plug-in Hibrit Elektrikli) destekleyebilir mi? Üst akım süreç ekipmanlarının değiştirilmesi gerekmeden dolum kapasitesi artırılabilir mi?
Satış Sonrası Destek
Bir üretim hattı için kurulum, devreye alma, operatör eğitimi ve yedek parça temini, ekipman spesifikasyonu kadar önemlidir. Bölgenizde benzer projelerden referans isteyin.
Kaçınılması Gereken Yaygın Tedarik Hataları
- Soğuk depolama için yetersiz spesifikasyon. Küçük tampon silolar satın alım aşamasında maliyet tasarrufu gibi görünse de, günlük operasyonel tıkanıklıklara neden olur ve kapasiteyi azaltır.
- Dolum esnekliğinin göz ardı edilmesi. Tek formatlı bir dolum makinesi satın almak, piyasa değişimlerine karşılık verdiğiniz tepkiyi sınırlar. Çok formatlı sistemler başlangıçta daha pahalı olsa da size seçenekler sunar.
- Pasörizör ve dolum makinesi tedarikinin ayrılmış olması. Pasörizörün çıkış hızı, dolum makinesinin üretim kapasitesiyle uyumlu olmalıdır. Koordinasyonsuz olarak farklı tedarikçilerden pasörizör ve dolum makinesi alınması, genellikle hattın hızlarında uyumsuzluklara yol açar.
- Yerel işletme gereksinimlerini göz ardı etmek. Buhar, su, basınçlı hava ve elektrik tedarik özellikleri, ekipmanla uyumlu olmalıdır. Düzenleme planını nihai hale getirmeden önce bu konuyu tedarikçinizle netleştirin.
Weishu Akıllı Makineler Hakkında
Weishu Akıllı Makineler (Jiaxing) Ltd. Şti., tam teslimatlı süt işleme tesisleri ve süt ürünleri üretim hatları konusunda küresel bir sağlayıcıdır. Ar-Ge ve süreç tasarımı ile başlayıp üretim, montaj ve operatör eğitimi ile sona eren tam çözümler sunar.
Geçmişimizde pastörize süt üretim hatlarımız, poşet, şişe ve üçgen tepeli ambalaj formatlarını destekler; aynı hat üzerinde UHT süt, laktik asit bakterisi içecekleri ve yoğurt içecekleri gibi çoklu ürün yapılandırmaları için seçenekler sunar.
100’den fazla ülkede süt üreticileri tarafından güvenilir bulunmuştur. Üretim kapasiteniz ve ürün yelpazenize özel süreç danışmanlığı ve ekipman önerisi almak için ekibimizle iletişime geçin.
İlgili Okumalar
İçindekiler
- Pastörize Süt Üretim Hattı Nedir?
- Temel İşleme Adımları — ve Her Birinin Neden Önemli Olduğu
- Tek Hattın Çoklu Ürün Üretimi — ROI Açısından Neden Bu Kadar Önemli?
- Pastörize mi yoksa UHT mi? Hangi üretim hattı sizin için uygun?
- Pastörize Süt Üretim Hattı Kaynağı Seçerken Dikkat Edilmesi Gerekenler
- Kaçınılması Gereken Yaygın Tedarik Hataları
- Weishu Akıllı Makineler Hakkında
- İlgili Okumalar





