
Si vous envisagez de construire ou de moderniser une unité de transformation laitière, l’une des premières décisions à prendre sera la suivante : quelle type de ligne de production me faut-il réellement ?
Le lait pasteurisé et le lait UHT (ultra-haute température) présentent un aspect similaire sur les étagères, mais ils nécessitent des équipements différents, des procédés distincts et impliquent des compromis différents. Une erreur à ce stade de la planification peut s’avérer coûteuse.
Ce guide explique en détail le fonctionnement d’une ligne de production de lait pasteurisé, l’impact des principales étapes de transformation sur la qualité de votre produit, ainsi que les éléments à prendre en compte lors du choix de vos équipements — du point de vue d’un acheteur.
Qu’est-ce qu’une ligne de production de lait pasteurisé ?
Une ligne de production de lait pasteurisé est un système de traitement continu qui transforme le lait cru, depuis sa réception jusqu’au produit fini emballé, en utilisant un traitement thermique contrôlé afin d’éliminer les agents pathogènes nocifs tout en préservant la saveur et la valeur nutritionnelle.
Contrairement au procédé UHT (qui stérilise à 135–150 °C pendant quelques secondes), la pasteurisation s’effectue généralement à des températures plus basses (72–85 °C) et pendant des durées de maintien plus longues. Le résultat est un produit à durée de conservation plus courte, mais souvent doté d’un goût plus frais — ce qui explique pourquoi le lait pasteurisé bénéficie d’une prime sur de nombreux marchés.
Les étapes fondamentales du procédé — et pourquoi chacune d’elles est essentielle
Réception du lait cru
Avant toute autre opération, le lait cru entrant est analysé pour évaluer sa qualité : teneur en matières grasses, teneur en protéines, nombre de cellules somatiques, résidus d’antibiotiques et charge microbienne. Tout lait ne répondant pas aux critères d’acceptation est rejeté — il ne peut être corrigé en aval.
Remarque de l’acheteur : Recherchez des systèmes dotés de stations intégrées d’échantillonnage et de tests à la réception. Les vannes de rejet automatisées permettent de gagner du temps et d’empêcher les lots contaminés d’entrer dans la ligne.
Clarification / Séparation
Le lait cru traverse un clarificateur centrifuge afin d’éliminer les impuretés physiques — saleté, débris cellulaires, sédiments. Cette étape protège les équipements en aval et améliore la limpidité du produit final.
Certaines lignes combinent ici la clarification avec la séparation initiale de la crème, selon que le produit final est du lait entier standardisé, demi-écrémé ou écrémé.
Cold Storage
Après clarification, le lait est conservé à une température de 2–6 °C dans des silos isolés avant son traitement ultérieur. Cette étape tampon offre une plus grande flexibilité dans la planification de la production et empêche la prolifération bactérienne entre la réception et la pasteurisation.
Conseil concernant la capacité : Dimensionnez votre stockage frigorifique pour une capacité d’au moins 8 à 12 heures de volume de production. Des silos sous-dimensionnés créent des goulots d’étranglement lorsque les arrivées de lait cru ne coïncident pas avec les postes de transformation.
Normalisation
Cette étape ajuste le rapport matières grasses/protéines afin de répondre aux exigences réglementaires ou aux spécifications du produit. Les systèmes de standardisation en ligne (utilisant un contrôle automatisé du débit et des séparateurs centrifuges) sont plus précis et génèrent moins de pertes que les méthodes de mélange manuel.
Si vous prévoyez de produire plusieurs variantes de produits (lait entier, lait à 2 %, lait écrémé), la flexibilité en matière de standardisation est une caractéristique essentielle à aborder avec votre fournisseur d’équipements.
Homogénéisation
Le lait est forcé à travers une vanne étroite sous haute pression (généralement 150–200 bar) afin de fragmenter les globules gras en gouttelettes plus petites et uniformes. Cela empêche la séparation de la crème pendant la durée de conservation et confère au lait une texture homogène et onctueuse en bouche.
L’homogénéisation est généralement effectuée avant la pasteurisation dans la plupart des configurations, bien que certains procédés spécialisés inversent cet ordre.
Pasteurisation
Le cœur de la ligne. Le lait traverse un échangeur de chaleur à plaques (ECP) où il est :
- Chauffé à la température cible (par exemple, 72 °C pour la pasteurisation HTST)
- Maintenu à cette température pendant la durée requise (15 secondes pour la pasteurisation HTST à 72 °C)
- Refroidi par échange thermique régénératif — récupération de 80 à 90 % de l’énergie calorifique
Les pasteurisateurs modernes sont équipés de vannes de dérivation automatiques qui redirigent le lait dont la température est insuffisante vers l’étape de chauffage, garantissant ainsi que chaque goutte respecte le profil thermique requis.
Réfrigération
Après la pasteurisation, le lait est refroidi rapidement à une température comprise entre 2 et 4 °C avant l’emballage. Le maintien de la chaîne du froid à partir de ce stade est essentiel : toute déviation de température après la pasteurisation réduit directement la durée de conservation.
Remplissage
Le lait pasteurisé peut être conditionné dans plusieurs formats, selon votre marché cible :
- Conditionnement en sachets (sachets coussin) : coût unitaire faible, courant sur les marchés sensibles aux prix
- Conditionnement en bouteilles (HDPE ou verre) : positionnement haut de gamme, adapté à la distribution au détail et à la restauration
- Conditionnement en cartons à bouchon (cartons à toit) : courant pour le lait réfrigéré destiné à la vente au détail ; meilleure attractivité sur les étals
Point important : Le format de votre machine de remplissage détermine vos coûts d’emballage, votre positionnement sur les rayons et vos exigences en matière de chaîne du froid. De nombreuses lignes modernes prennent en charge plusieurs formats de remplissage sur un seul système — il est donc pertinent de s’enquérir de cette fonctionnalité si votre gamme de produits est susceptible d’évoluer.
Une seule ligne, plusieurs produits — Pourquoi cela compte-t-il pour le retour sur investissement
Une ligne de production de lait pasteurisé bien conçue n’est pas limitée à un seul produit. Les mêmes infrastructures de base — réception, clarification, standardisation, homogénéisation — peuvent alimenter différents procédés en aval :
- Lait pasteurisé (durée de conservation courte, réfrigéré)
- Lait UHT / ESL (durée de conservation prolongée, à température ambiante ou réfrigéré)
- Boissons à bactéries lactiques (fermentées, fonctionnelles)
- Boissons lactées (fermentées, visqueuses)
Cette capacité multi-produits améliore considérablement l’utilisation des actifs, notamment pour les laiteries souhaitant desservir différents segments de la distribution ou tester de nouvelles gammes de produits sans avoir à investir dans des équipements dédiés.
Pasteurisé ou UHT : quelle ligne vous convient le mieux ?
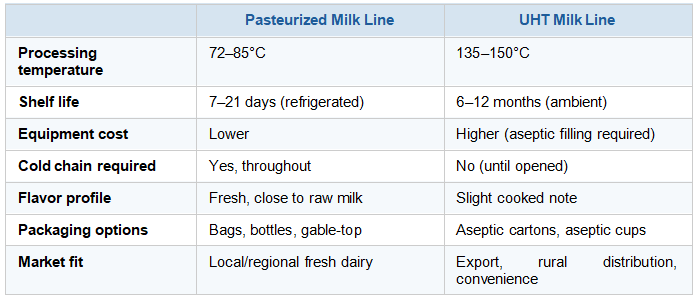
Pour les producteurs ciblant les marchés locaux de produits frais ou une position premium pour les produits laitiers frais, les lignes de pasteurisation offrent un coût d’investissement moindre et un produit pouvant bénéficier d’une prime à la fraîcheur. Pour l’exportation ou les régions disposant d’une infrastructure limitée de chaîne du froid, Les lignes UHT offrent des avantages logistiques malgré un investissement initial plus élevé.
Ce qu’il faut rechercher lors de l’acquisition d’une ligne de production de lait pasteurisé
Flexibilité du procédé
La ligne peut-elle traiter des produits à différentes teneurs en matières grasses sans changement majeur ? Peut-elle être configurée pour une future production de produits UHT ou fermentés ?
Système CIP (Nettoyage sur place)
Les lignes laitières doivent être nettoyées plusieurs fois par jour. Un système CIP bien conçu réduit le temps de nettoyage, la consommation de produits chimiques et le risque de contamination croisée. Renseignez-vous sur la durée du cycle CIP et l’automatisation du dosage des produits chimiques.
Niveau d'automatisation
Les lignes de base utilisent des commandes manuelles ; les systèmes haut de gamme utilisent une automatisation basée sur des API avec surveillance SCADA. L’automatisation réduit les erreurs d’opérateur, garantit la constance du procédé et simplifie la documentation nécessaire à la conformité — autant d’éléments essentiels pour les marchés à l’export soumis à des audits en matière de sécurité sanitaire des aliments.
La récupération d'énergie
Privilégiez les pasteurisateurs présentant un rendement élevé de régénération (85 % ou plus). La différence entre un taux de régénération de 80 % et de 90 % se traduit rapidement par une augmentation significative des coûts énergétiques à grande échelle.
Capacité et évolutivité
Ne vous contentez pas de dimensionner l’équipement en fonction de votre volume actuel. Discutez des options d’extension future : le même châssis peut-il accueillir un PHE plus grand ? La capacité de remplissage peut-elle être augmentée sans remplacer les équipements en amont du procédé ?
Support après-vente
Pour une ligne de production, l’installation, la mise en service, la formation des opérateurs et la disponibilité des pièces de rechange comptent autant que la fiche technique de l’équipement lui-même. Demandez des références provenant de projets comparables dans votre région.
Erreurs courantes à éviter lors de l’approvisionnement
- Sous-équipement du stockage à froid. De petits silos tampons semblent représenter une économie à l’achat, mais ils créent quotidiennement des goulots d’étranglement opérationnels qui réduisent la capacité.
- Négliger la flexibilité de remplissage. L’acquisition d’une machine de remplissage monotype limite votre capacité à répondre aux évolutions du marché. Les systèmes polyvalents coûtent davantage à l’achat, mais offrent une plus grande souplesse.
- Procure séparée du pasteurisateur et de la machine de remplissage. Le débit de sortie du pasteurisateur doit être adapté au débit de la machine de remplissage. L’approvisionnement auprès de fournisseurs distincts, sans coordination préalable, entraîne fréquemment un désaccord entre les vitesses de ligne.
- Négliger les exigences locales en matière d’utilités. Les spécifications relatives à la vapeur, à l’eau, à l’air comprimé et à l’alimentation électrique doivent correspondre aux équipements. Clarifiez ce point avec votre fournisseur avant de finaliser l’aménagement.
À propos de Weishu Intelligent Machinery
Weishu Intelligent Machinery (Jiaxing) Co., Ltd. est un fournisseur mondial d’usines de transformation du lait clés en main et de lignes de production laitière. Nous proposons des solutions complètes, de la recherche et du développement (R&D) et de la conception des procédés jusqu’à la fabrication, à l’installation et à la formation des opérateurs.
Nos lignes de production de lait pasteurisé prennent en charge les formats d’emballage en sachet, en bouteille et en carton à téton, avec des options de configuration multi-produits permettant notamment la production de lait UHT, de boissons à base de bactéries lactiques et de boissons lactées à base de yaourt sur une seule ligne.
Fait confiance par des producteurs laitiers dans plus de 100 pays. Contactez notre équipe pour une consultation technique et des recommandations d’équipements adaptées à votre capacité de production et à votre gamme de produits.
Lecture connexe
Table des matières
- Qu’est-ce qu’une ligne de production de lait pasteurisé ?
- Les étapes fondamentales du procédé — et pourquoi chacune d’elles est essentielle
- Une seule ligne, plusieurs produits — Pourquoi cela compte-t-il pour le retour sur investissement
- Pasteurisé ou UHT : quelle ligne vous convient le mieux ?
- Ce qu’il faut rechercher lors de l’acquisition d’une ligne de production de lait pasteurisé
- Erreurs courantes à éviter lors de l’approvisionnement
- À propos de Weishu Intelligent Machinery
- Lecture connexe





