
牛乳加工施設の新設または設備更新を計画している場合、最初に検討すべき重要な決定の一つは、「どのような生産ラインが必要か?」です。
低温殺菌牛乳とUHT(超高温)牛乳は、店頭で見た目が似ていますが、それぞれ異なる設備、異なる工程、そして異なるトレードオフを必要とします。計画段階でこの選択を誤ると、多額の費用が発生します。
本ガイドでは、低温殺菌牛乳生産ラインの動作原理、各主要工程が製品品質に与える影響、および購入者視点から設備を選定する際に考慮すべき要点について、分かりやすく解説します。
低温殺菌牛乳生産ラインとは?
低温殺菌乳の生産ラインは、受入された生乳を最終的な包装済み製品へと連続的に加工するシステムであり、風味および栄養価を保ちながら有害な病原体を除去するために、制御された加熱処理を用いる。
UHT処理(135–150°Cで数秒間の滅菌)とは異なり、低温殺菌は通常、より低い温度(72–85°C)でより長い保持時間で行われる。その結果、賞味期限は短くなるが、しばしばより新鮮な風味を持つ製品が得られるため、低温殺菌乳は多くの市場でプレミアム価格で取引されている。
主要な工程ステップ — および各工程の重要性
生乳の受入
まず最初に、入荷した生乳は品質検査を受ける:脂肪分、タンパク質含量、体細胞数、抗生物質残留量、微生物負荷など。受入基準を満たさない生乳は不合格とし、後工程で修正することはできない。
バイヤーからの補足: 受入時に統合型のサンプリングおよび試験ステーションを備えたシステムを探してください。自動拒否弁により、作業時間を短縮し、汚染されたロットがライン内に流入するのを防ぎます。
澄清/分離
生乳は遠心式澄清機を通過し、土壌、細胞残渣、沈殿物などの物理的不純物を除去します。この工程により、下流工程の機器を保護し、最終製品の透明度を向上させます。
一部のラインでは、最終製品が標準化全脂乳、半低脂肪乳、または脱脂乳のいずれかに応じて、ここで澄清と初期クリーム分離を同時に行います。
冷蔵庫
澄清後、牛乳は断熱シロで2–6°Cに保たれ、その後の加工工程に備えます。このバッファ工程により、生産スケジューリングの柔軟性が確保され、受入から殺菌までの間に細菌増殖を防止します。
容量に関するヒント: 冷蔵貯蔵設備の容量は、少なくとも8–12時間分の生産量を収容できるよう設計してください。シロの容量が不足すると、生乳の到着タイミングと加工シフトが一致しない場合にボトルネックが発生します。
標準化
この工程では、脂肪対タンパク質比率を法的要件または製品仕様に適合するよう調整します。インライン標準化システム(自動流量制御および遠心分離機を用いる)は、手動ブレンド法と比較して精度が高く、製品ロスも少ないです。
複数の製品バリエーション(全脂乳、2%乳、脱脂乳など)を製造する予定がある場合、標準化の柔軟性は、設備サプライヤーと協議すべき重要な仕様です。
均質化
牛乳を高圧(通常150~200バール)下で狭いバルブを通じて強制的に押し流し、脂肪球を均一で小さな液滴に破砕します。これにより、賞味期限内でのクリーム分離を防止し、牛乳に一貫性のある滑らかな口当たりを与えます。
ホモゲナイゼーションは、ほとんどの構成においてパステル化の前に実施されますが、一部の特殊なプロセスではこの順序が逆になります。
低温殺菌
生産ラインの核となる工程です。牛乳はプレート式熱交換器(PHE)を通過し、以下の処理が行われます:
- 所定の温度まで加熱(例:HTSTパステル化の場合72℃)
- 所定の時間保持(72℃ HTSTの場合15秒)
- 再生熱交換を用いた冷却 — 熱エネルギーの80~90%を回収
最新式のパステル殺菌装置には、温度が不足している牛乳を加熱工程へ自動的に戻すための自動バイパスバルブが装備されており、すべての牛乳が所定の熱処理プロファイルを満たすことを保証します。
冷却
パステル殺菌後、牛乳は充填前に急速に2~4℃まで冷却されます。この時点以降の冷蔵チェーンの維持は極めて重要であり、パステル殺菌後のいかなる温度変動も、そのまま賞味期限の短縮を招きます。
フィリング
パステル殺菌済み牛乳は、ターゲット市場に応じて複数の包装形態で充填できます:
- バッグ充填(ピローパウチ):単価が低く、価格感度の高い市場で一般的
- ボトル充填(HDPEまたはガラス製):高級志向向け、小売および業務用(フードサービス)に適しています
- ギャブルトップ/ルーフボックス充填:冷蔵販売用牛乳で一般的;長期間の陳列魅力(シェルフ・アピール)を実現
重要な考慮点: 充填機のフォーマットは、包装コスト、棚での陳列位置、およびコールドチェーンの要件を決定します。多くの最新式ラインでは、単一のシステム上で複数の充填フォーマットをサポートしています。製品構成が今後変化する可能性がある場合は、この点について確認することをおすすめします。
1つのラインで複数の製品対応 — ROI(投資収益率)にとってなぜこれが重要なのか
よく設計された低温殺菌牛乳生産ラインは、単一製品のみに対応するものではありません。受入、除渣、標準化、均質化といった基本的なインフラは、異なる下流工程へと供給できます:
- 低温殺菌牛乳(短期間の賞味期限、冷蔵)
- UHT/ESL牛乳(長期保存可能、常温または冷蔵)
- 乳酸菌飲料(発酵・機能性)
- ヨーグルト飲料(発酵・高粘度)
このような多製品対応能力は、資産の稼働率を大幅に向上させます。特に、異なる小売セグメントに対応したい、あるいは別々の設備投資をせずに新製品ラインを試験導入したい乳業メーカーにとって非常に有効です。
低温殺菌方式 vs. UHT方式:自社に最適なラインはどちらですか?
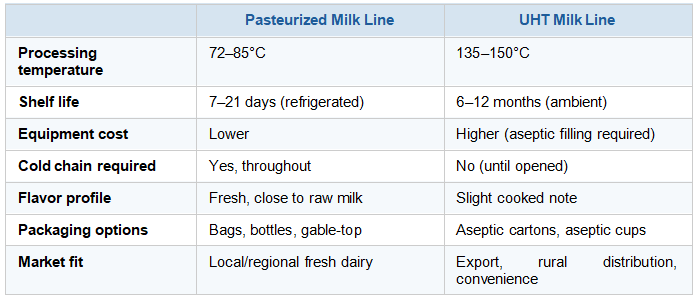
地元の新鮮な市場や高級新鮮乳製品をターゲットとする生産者にとって、低温殺菌(パステル化)ラインは初期投資コストが低く、新鮮さをアピールできる製品を提供できます。輸出向け、または冷蔵物流インフラが整っていない地域では、 超高温短時間殺菌(UHT)ライン 初期投資額は高くなりますが、物流面での利点を提供します。
低温殺菌牛乳生産ラインを調達する際に確認すべきポイント
プロセスの柔軟性
ラインは、大きな設備切替を伴わずに異なる脂肪分含有量の製品に対応可能ですか? 将来的にUHT製品や発酵乳製品の生産に対応できるよう、構成変更可能ですか?
CIP(クリーン・イン・プレイス)システム
乳製品用ラインは1日に複数回の洗浄が必要です。設計が優れたCIPシステムを採用することで、洗浄時間および洗浄薬剤の使用量を削減し、クロスコンタミネーションのリスクを低減できます。CIPサイクル時間および洗浄薬剤の自動投与機能について確認してください。
自動化レベル
基本的なラインでは手動制御が用いられ、高機能なシステムではPLCベースの自動化とSCADA監視が採用されます。自動化により、オペレーターによる誤りが減少し、工程の一貫性が保たれ、食品安全監査を含む輸出市場向けのコンプライアンス文書作成も簡素化されます。
エネルギー回収
再生効率(85%以上)の高いパステルライザーを選定してください。再生効率が80%から90%へと10%向上した場合、大規模運用におけるエネルギー費用の削減効果は短期間で顕著に現れます。
容量と拡張性
現在の生産量のみを想定して仕様を決定しないでください。将来的な増設オプションについて検討しましょう。例えば、同一フレームでより大型のPHEに対応可能か? 上流工程の装置を交換せずに充填能力を拡張できるか?
アフターサポート
生産ラインにおいては、設備の仕様と同様に、据付・試運転・オペレーター教育およびスペアパーツの供給体制が極めて重要です。ご自身の地域で実施された類似プロジェクトに関する顧客事例(リファレンス)を必ず確認してください。
回避すべき一般的な調達ミス
- 冷蔵保管設備の仕様不足。小型バッファサイロは購入時にコスト削減のように見えますが、日々の運用においてボトルネックを生じさせ、設備能力を低下させます。
- 充填の柔軟性を無視すること。単一フォーマットの充填機を導入すると、市場の変化への対応力が制限されます。マルチフォーマット方式のシステムは初期投資が高くなりますが、将来的な選択肢を提供します。
- 殺菌装置と充填機の調達を分離すること。殺菌装置の出力速度は、充填機の処理能力と整合させる必要があります。異なるサプライヤーからこれらを別々に調達し、事前の調整を行わないと、ライン速度の不整合が生じやすくなります。
- 現地のユーティリティ要件を見落とすこと。蒸気、水、圧縮空気、電源などの供給仕様は、導入設備と一致していなければなりません。レイアウトを最終決定する前に、サプライヤーと明確に確認してください。
ウェイシュー・インテリジェント・マシナリーについて
ウェイシュー・インテリジェント・マシーンズ(嘉興)有限公司は、ミルク加工プラントおよび乳製品生産ラインのトータルソリューションをグローバルに提供する企業です。当社は、研究開発および工程設計から、製造、据付、オペレーター向けトレーニングに至るまで、一貫したソリューションを提供しています。
当社のパステル化牛乳生産ラインは、バッグ、ボトル、ギャブルトップ(紙パック)といった多様な包装形式に対応しており、単一のライン上でUHT牛乳、乳酸菌飲料、ヨーグルト飲料など複数の製品を生産可能なマルチプロダクト構成もご選択いただけます。
世界100カ国以上の乳製品メーカーから信頼されています。ご要望の生産規模および製品構成に応じた工程相談および機器選定のご提案を、当社チームが承りますので、お気軽にお問い合わせください。





