
Თუ თქვენ შეაფასებთ ყინულის წარმოების ხაზს თქვენს საწარმოში, სავარაუდოდ უკვე ხედავთ ბევრ ტექნიკურ მახასიათებათა ცხრილს. მაგრამ თქვენ იცით თუ არა, რა ხდება ხაზის შიგნით — საწყისი კომპონენტების შესვლიდან დაწყებული და დასრულებული დამზადებული პროდუქტის დახურული და გაყინული სახით გამოსვლით?
Წარმოების პროცესის გაგება არ არის მხოლოდ კურიოზის დასაკმაყოფილებლად. ეს პირდაპირ აისახება იმ აღჭურვილობაზე, რომელიც თქვენ სჭირდებათ, როგორ განალაგებთ საწარმოს სივრცეს, სად მდებარეობს ხარისხის რისკები და როგორ გამოიყურება თქვენი სრული საკუთრების ხარჯები.
Ეს სახელმძღვანელო ნაბიჯ-ნაბიჯ განიხილავს ყინულის სრულ წარმოების ხაზის პროცესს — ყურადღებას ამახსოვრებს მყიდველებსა და საწარმოს მენეჯერებს მნიშვნელოვან ასპექტებზე.
Ყინულის წარმოების ხაზის 6 ძირეული ეტაპი
Სტანდარტული სამრეწველო ყინულის წარმოების ხაზი გადის ექვსი ძირევანი ეტაპით. თითოეული ეტაპი გამოიყენებს საკუთარ აღჭურვილობას, მნიშვნელოვან პარამეტრებს და შეიძლება მოახდინოს გავლენა საბოლოო პროდუქტის ხარისხზე.
Ეტაპი 1: ინგრედიენტების შერევა და შერევის პროცესი
Პროცესი იწყება მიშენებელი ტანკი შერევის ტანკში
Ამ ეტაპზე მნიშვნელოვანი ფაქტორები:
- Ტემპერატურის კონტროლი: უმეტესობა ინგრედიენტების საუკეთესო გახსნა ხდება 40–60°C ტემპერატურაზე. შერევის ტანკმა უნდა შეიძლებას მისცეს ზუსტი ტემპერატურის მონიტორინგი.
- Აგიტაციის სიჩქარე: ძალიან ნელი სიჩქარე იწვევს ცუდ განაწილებას; ძალიან სწრაფი სიჩქარე კი ადრეულად აიყვანს ჭარბ ჰაერს.
- Მშრალი ფხვნილების მოვლა: ზოგიერთი ხაზი ინტეგრირებს ფხვნილების გახსნის ერთეულებს კლუმპების წარმოქმნის თავიდან ასაცილებლად.
Ყიდვის მომხმარებლებისთვის: Თუ თქვენს რეცეპტში შედის მაღალი ვისკოზიტეტის ინგრედიენტები ან სითბოს მგრძნობარე გემოები (მაგალითად, შოკოლადი), დარწმუნდით, რომ შერევის სისტემა მხარს უჭერს ცვალებად სიჩქარის აგიტაციას და ტემპერატურის ზონირებას.
Ეტაპი 2: ჰომოგენიზაცია
Შერევის შემდეგ, ნარევი გადის ჰომოგენიზატორზე — ჩვეულებრივ ყინულის წარმოების ხაზებში გამოყენებული ორსტუფენიანი მაღალი წნევის ჰომოგენიზატორი. ეს არის ტექნიკურად ყველაზე მნიშვნელოვანი ეტაპებიდან ერთ-ერთი.
Რას აკეთებს:
- Პირველი სტუფენი (მაღალი წნევა, ჩვეულებრივ 150–200 ბარი): ცხიმის ბურთულებს აფენს 1–2 მკმ დიამეტრამდე.
- Მეორე სტუფენი (დაბალი წნევა, ჩვეულებრივ 30–50 ბარი): გაფენილი ცხიმის ბურთულების გაფანტვა მათი ხელახლა შეკრების წინააღმდეგ.
Რატომ არის განსაზღვრული: Სწორად განხორციელებული ჰომოგენიზაცია პირდაპირ განსაზღვრავს ტექსტურას. არასაკმარისად ჰომოგენიზებული ნარევი იძლევა ცხიმიან, მინერალურად გრანულირებულ ყინულს. ჭარბად ჰომოგენიზებული ნარევი შეიძლება დაარღვიოს ზოგიერთი ემულსიფიკატორული სისტემა. თქვენი ჰომოგენიზატორის ხარისხი პროდუქტის ერთნაირობის უმნიშვნელოვანესი ფაქტორებიდან ერთ-ერთია.
Ყიდვის მომხმარებლებისთვის: Ყოველთვის მოუთხოვეთ ჰომოგენიზატორის წნევის სპეციფიკაციები და მოუთხოვეთ ინფორმაცია იმ შესახებ, მხარდაჭერს თუ არ მხარდაჭერს მოწყობილობა CIP (საკუთარ ადგილზე სუფთავება) სისტემას. რომელიც რთულია სუფთავების პროცესში, ის საკვების უსაფრთხოების რისკს წარმოადგენს.
Ეტაპი 3: Პასტერიზაცია
Ჰომოგენიზებული ნარევი უნდა დაიმუშავოს პასტერიზაციით პათოგენური მიკროორგანიზმების გასანადგურებლად და შენახვის ვადის გასაზრდად. უმეტესობა ყინულის წარმოების ხაზები იყენებს ან ბათქოშური პასტერიზაციას, ან HTST (მაღალტემპერატურიანი მოკლე დროის) პასტერიზაციას ფირფიტების სითბოგაცვლელის (PHE) საშუალებით.

Ყიდვის მომხმარებლებისთვის: HTST ფირფიტების სითბოგაცვლელის გამოყენებით არის საინდუსტრო სტანდარტი 500 ლ/სთ-ზე მეტი სიმძლავრის კომერციული ხაზებისთვის. დაადასტურეთ, რომ PHE შეიძლება გამოყენებულ იქნას ვისკოზური ყინულის ნარევის დასამუშავებლად, არა მხოლოდ სტანდარტული რძის დასამუშავებლად.
Ეტაპი 4: მომწიფება (მატურაცია)
Პასტერიზაციისა და გაცივების (2–4°C-მდე) შემდეგ ნარევი გადაიტანება მომწიფების ტანკში, სადაც ის მინიმუმ 4 საათის განმავლობაში დგას — საინდუსტრო პირობებში ხშირად მთელი ღამე.
Მომწიფების დროს:
- Ცხიმის ბურთულები ნახევრად კრისტალიზდება, რაც აუმჯობესებს გაყინვის დროს გაფართოების (overrun) სტაბილურობას.
- Ცილები სრულად ჰიდრატირდება, რაც წვდომის სიმკვრივესა და ტექსტურას უწყობს ხელს.
- Სტაბილიზატორები აქტიურდება და აღწევენ მათ მაქსიმალურ სიბლანტის შექმნის შესაძლებლობას.
Ასაკობრივი პროცესის გამოტოვება ან შემოკლება ყინულის ცუდი ტექსტურისა და დაბალი ზემოქმედების (overrun) ერთ-ერთი ყველაზე გავრცელებული მიზეზია. ასაკობრივი ტანკი უნდა შეინარჩუნოს 2–4°C ტემპერატურა მუდმივად, ხოლო მომზადებული ნარევი უნდა იყოს მსუბუქად აგიტირებული ცხიმის გამოყოფის თავიდან ასაცილებლად.
Ყიდვის მომხმარებლებისთვის: Აირჩიეთ ასაკობრივი ტანკის ტევადობა თქვენი დღიური წარმოების მიზანის მიხედვით, არ მხოლოდ საათში მომზადებული ნარევის რაოდენობის მიხედვით. ბევრი წარმოება აფასებს ტანკის ზომას ნაკლებად და ამ ეტაპზე წარმოიქმნება შეზღუდვები.
Ეტაპი 5: უწყვეტი გაყინვა (გაყინვის მანქანა / დაშერი)
Უწყვეტი გაყინვის მანქანა — რომელსაც ასევე უწყვეტი გაყინვის ბარელი ან დაშერი ეწოდება — წარმოების ხაზის გულია. ამ ეტაპზე ასაკობრივი ნარევი ერთდროულად გაყინებული და აფრენილი ხდება, რათა ჰაერი შეიყვანოს (overrun).
Გაყინვის ბარელში:
- Ნარევი შედის ბარელში 2–4°C ტემპერატურაზე და გამოდის ნახევარგაყინული ყინულის სახით დაახლოებით -5 დან -7°C ტემპერატურაზე.
- Ბრუნვადი დაშერები უწყვეტად აკეთებენ ბარელის კედლების გასუფთავებას, რათა დიდი ყინულის კრისტალების წარმოქმნა თავიდან აიცილოს.
- Ჰაერის შეყვანა კონტროლდება სასურველი ზემოქმედების (overrun) მისაღებად (როგორც წესი, 80–120 % მხარდაჭერილი ყინულისთვის; 20–50 % პრემიუმ მკვრივი ყინულისთვის).
Გამოსავალი პროდუქტი (ამ ეტაპზე მოწოდებული როგორც „ხელოვნური ყინული“) ჯერ კიდევა გადასატუმბად და პირდაპირ მიდის შევსების სადგურში — მისი ტექსტურის შესანარჩუნებლად სწრაფად უნდა მოიხმაროს.
Ყიდვის მომხმარებლებისთვის: Სახელურის მასალა (უჟანგავი ფოლადის გრადუსი), სქრეპინგის სიჩქარე და გაგრილების სითხის ტიპი ყველა ერთად გავლენას ახდენს გამომუშავების ხარისხზე. მოუთხოვეთ სახელურის ზეჭარბის კონტროლის დიაპაზონი და მოუთხოვეთ ინფორმაცია ავტომატიზებული უკუწნევის რეგულირების არსებობის შესახებ.
Ეტაპი 6: შევსება, გამაგრება და პაკეტირება
Ბოლო ეტაპი ძლიერ არის დამოკიდებული თქვენს პროდუქტის ფორმატზე. სამრეწლო ხაზები მხარს უჭერენ სამი ძირითადი კატეგორიის:
Პირდაპირ შევსების პროდუქტები (ჩხირი / ჭიქა / კონუსი)
Გაგრილების ბარელიდან მომდინარე ხელოვნური ყინული პირდაპირ შეივსება ფორმებში ან ჭიქებში, შემდეგ დაიწყება მისი გამაგრების ტუნელში გადატანა. კარგად კონფიგურირებული შევსების ხაზი ერთ ლენტაზე 80 000–110 000 ცალი/დღე სიჩქარით შეძლებს წარმოებას.
- Ჭიქების შევსების მანქანები: სერვომძრავი პისტონური შევსების მანქანები მოცულობის სიზუსტის უზრუნველყოფად (±1–2%)
- Წრფივი შევსების მანქანები: სიჩქარის მაღალი მრავალლენტიანი ხაზები ინტეგრირებული ხურდების დასახურვით
- Კონუსის ავსება: სჭირდება სპეციალიზებული გამოყოფის თავები და პროდუქტის ნაკადის კონტროლი გადასხდების თავიდან ასაცილებლად
Დაჭრილი / ნაკვეთებად დაყოფილი პროდუქტები
Ეს ხაზები კომბინირებენ ექსტრუზიას და ხაზზე დაჭრას. ყინული ექსტრუდირდება უწყვეტი ლენტის სახით, შემდეგ წონის მიხედვით დაჭრილი და შეფუთული — ხშირად გამოიყენება ყინულის სანდვიჩების, სიახლეების ბარების და მოცულობითი ბლოკების წარმოებლად. მრავალფორმატიანი ტუნელური ხაზები შეძლებს რამდენიმე SKU-ს ერთდროულად გაშვებას, ხოლო დღიური სიმძლავრე შეადგენს დაახლოებით 100 000 ცალს.
Კონუსის ტიპის პროდუქტები
Კონუსის ტიპის ავსება მოითხოვს კონუსების სინქრონიზებულ მიწოდებას, პროდუქტის გამოყოფას და არჩევით საფარველს (შოკოლადში ჩაძირვა, კარამელის ან კაკალის დასაფარად). ნაკადის მეშვეობით წარმოების დიზაინი ამცირებს ფორმატების შეცვლის შემდეგ დასაყენებლად სჭირდებარე დროს.
Გამაგრების ტუნელი: Ავსების შემდეგ ყველა პროდუქტის ფორმატი გადის გამაგრების ტუნელში (ჩვეულებრივ -35 დან -40°C-მდე), რათა შიგა ტემპერატურა მიაღწიოს -18°C-ს ან ამ მნიშვნელობაზე დაბალ მნიშვნელობას. ტუნელის სიგრძე და ჰაერის ნაკადი პირდაპირ აისახება გამომსავლელობაზე — ეს არის გავრცელებული შეზღუდვა არასაკმარისი სიმძლავრის მქონე კონფიგურაციებში.
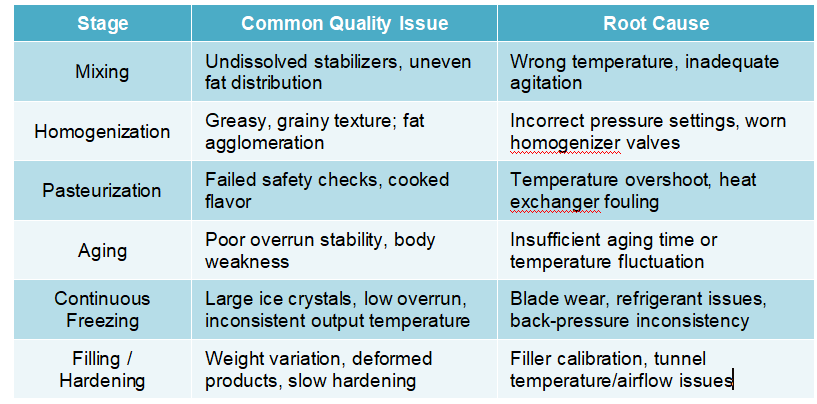
Სად ხდება ხშირად ხარისხის პრობლემები
Პროცესის ცნობა საშუალებას გაძლევთ ხარისხის რისკების კონცენტრაციის ადგილების წინასწარ გამოსავლენად. აქ არის სწრაფი სასაძიებლო საშუალება:
5 პროცესთან დაკავშირებული კითხვა, რომელსაც უნდა დასვათ ნებისმიერ მოწყობილობის მომწოდებელს
Როდესაც პროცესის სრული წარმოდგენა გაქვთ, ახლა მზად ხართ წარმოების ხაზის მომწოდებლების შეფასების დროს უფრო მკაცრი კითხვების დასმად:
- Თქვენი ორსტუფენიანი ჰომოგენიზატორის მაქსიმალური სამუშაო წნევა რა არის და რა ხშირად უნდა შეიცვალოს ჰომოგენიზაციის ვალვები?
- Პასტერიზაციის ერთეული განკუთვნილია თუ არა ყინულის ნარევის სიბლანტის შესაბამად, თუ ეს სტანდარტული რძის პლასტინური გამაცხადებელი (PHE) არის?
- Უწყვეტი გაყინვის მანქანის გადაჭარბების (overrun) კონტროლის დიაპაზონი რა არის და როგორ ხდება უკანა წნევის რეგულირება?
- Მთლიანი წარმოების ხაზის გასწმენის ადგილზე დაყენებული (CIP — Clean-in-Place) კონფიგურაცია როგორია? რომელი ეტაპები არის CIP-საშუალებით გასაწმენად?
- Შევსებისა და შეფუთვის მოწყობილობა შეძლებს თუ არა თქვენს საჭიროებებს შესაბამად პროდუქტის ფორმატების დამუშავებას — და რა ხანგრძლივობის აქვს ფორმატებს შორის გადასვლას?
Როგორ ადგენს Weishu ყინულის წარმოების ხაზებს
Weishu Intelligent Machinery-ში ვაწყობთ სრულ მზად იყოს მომზადებულ ნაყინის წარმოების ხაზებს — რომლებიც მოიცავს ამ სახელმძღვანელოში აღწერილ ყველა ეტაპს: შერევას, ჰომოგენიზაციას, პასტერიზაციას, მომზადებას, უწყვეტ გაყინვას და ავსებას.
Ჩვენი მიდგომა აგებულია სამი პრინციპზე:
- Პროცესზე დაფუძნებული დიზაინი: ჩვენ იწყებთ თქვენს რეცეპტსა და გამომავალი პროდუქციის მოთხოვნებით, შემდეგ ვამზადებთ ხაზს მათ შესატყოლებლად — არ არის პირიქით.
- Სრული ხაზის პასუხისმგებლობა: ერთი მომწოდებელი, ერთი კონტაქტის წერტილი, სრული სისტემის ინტეგრაცია. არ არსებობს სივრცე სხვადასხვა მწარმოებლის აღჭურვილობას შორის.
- Საერთაშორისო განთავსება: ჩვენი ხაზები მუშაობს 100-ზე მეტ ქვეყანაში. ჩვენ ვაწყობთ მონტაჟს, გაშვებას, ოპერატორების სწავლებას და მომსახურების შემდგომი მხარდაჭერას იმ ადგილას, სადაც თქვენი საწარმო მდებარეობს.
Ისევ ახალი საწარმოს აშენების, არსებული ხაზის განახლების ან სიმძლავრის გაფართოების შემთხვევაში — ჩვენ ერთად ვმუშაობთ პროცესის დიზაინიდან წარმოებამდე — და მის გარეთაც.
Დასასრული
Ყინულის წარმოება უფრო მეტად პროცესზე დამოკიდებულია, ვ чем ეს გარედან ჩანს. ყველა ეტაპი — შერევა, ჰომოგენიზაცია, პასტერიზაცია, მომზადება, გაყინვა და ავსება — აკმაყოფილებს კონკრეტულ ტექნიკურ მოთხოვნებს, რომლებიც პირდაპირ აისახება თქვენს პროდუქტზე, მიღებულ რაოდენობაზე და ექსპლუატაციურ ხარჯებზე.
Პროცესის გაგება თქვენ ძალიან მნიშვნელოვან უპირატესობას აძლევს მომწოდებლების შედარების, შეთავაზებების შეფასების და თქვენს საწარმოს განლაგების დიზაინის დროს. საუკეთესო წარმოების ხაზი არ არის ის, რომელსაც ყველაზე შემოსახედავი ბროშურა აქვს — ეს არის ის, რომელიც სწორად არის სპეციალურად შემუშავებული თქვენს კონკრეტულ პროცესზე.
Მზად ხართ თქვენს ყინულის წარმოების ხაზის პროექტზე საუბრის ჩატარებლად? Დააკონტაქტეთ ჩვენი ინჟინერული გუნდი პროცესის კონსულტაციის და ინდივიდუალურად შემუშავებული ხაზის შეთავაზების მისაღებად — არ არის აუცილებელი ვალდებულების მიღება.
Დაგვიკავშირდით | Თხოვნა ციტირება | Საუბრის ჩატარება ჩვენს გუნდთან თქვენს პროექტზე
Სარჩევი
- Ყინულის წარმოების ხაზის 6 ძირეული ეტაპი
- Ეტაპი 1: ინგრედიენტების შერევა და შერევის პროცესი
- Ეტაპი 2: ჰომოგენიზაცია
- Ეტაპი 3: Პასტერიზაცია
- Ეტაპი 4: მომწიფება (მატურაცია)
- Ეტაპი 5: უწყვეტი გაყინვა (გაყინვის მანქანა / დაშერი)
- Ეტაპი 6: შევსება, გამაგრება და პაკეტირება
- Სად ხდება ხშირად ხარისხის პრობლემები
- 5 პროცესთან დაკავშირებული კითხვა, რომელსაც უნდა დასვათ ნებისმიერ მოწყობილობის მომწოდებელს
- Როგორ ადგენს Weishu ყინულის წარმოების ხაზებს
- Დასასრული





