
אם אתם מעריכים קו ייצור גלידה למפעל שלכם, כנראה שראיתם כבר הרבה דפי مواصفות. אבל האם אתם יודעים מה קורה באמת בתוך הקו — מהרגע שבו הרכיבים הגלמיים נכנסים ועד הרגע שבו המוצר הסופי יוצא חתום ומקפיא?
הבנת תהליך הייצור אינה עוסקת רק בהשביעת סקרנות. היא משפיעה ישירות על הציוד שאתם צריכים, על אופן התכנון של המערך, על מקומות הסיכונים לאיכות ועל עלות הבעלות הכוללת שלכם.
מדריך זה עובר על תהליך ייצור הגלידה המלא — צעד אחר צעד — עם דגש על הדברים שחשובים לקונים ולמנהלי מפעלים.
השלבים המרכזיים ה-6 בקו ייצור גלידה
קו ייצור תעשייתי סטנדרטי לקציצת גלידה עובר שישה שלבים מרכזיים. לכל שלב יש ציוד משלו, פרמטרים קריטיים ותפוקה פוטנציאלית על איכות המוצר הסופי.
שלב 1: ערבוב והטמעת הרכיבים
התהליך מתחיל ב מיכל ערבוב מיכל הערבוב
נושאים מרכזיים בשלב זה:
- בקרת טמפרטורה: רוב הרכיבים מתמוססים בצורה הטובה ביותר בטמפרטורה של 40–60°מ. מיכל הערבוב חייב לשמור על טמפרטורה מדויקת.
- מהירות הערבוב: איטית מדי גורמת להתפזרות לקויה; מהירה מדי מכניסה כמות גדולה מדי של אוויר בשלב מוקדם מדי.
- טיפול באבקות יבשות: בחלק מהקווים משולבות יחידות להמסת אבקות כדי למנוע היווצרות גושים.
לקונים: אם המתכון שלכם כולל רכיבים בעלי צמיגות גבוהה או טעמים רגישים לחום (כמו שוקולד), ודאו שהמערכת לערבוב תומכת בערבלת מהירות משתנה ובחלוקה לט zones טמפרטורה.
שלב 2: הומוגניזציה
לאחר התערובת, התערובת עוברת דרך הומוגניזטור — בדרך כלל הומוגניזטור דו-שלבי בלחץ גבוה קווי ייצור גלידות. זהו אחד השלבים הטכניים החשובים ביותר.
מה זה עושה:
- השלב הראשון (לחץ גבוה, בדרך כלל 150–200 בר): מפרק את כדוריות השומן למידה של 1–2 מיקרומטר.
- השלב השני (לחץ נמוך, בדרך כלל 30–50 בר): מפזר את כדוריות השומן המופרקות כדי למנוע הצטברות מחדש שלהן.
למה זה חשוב: הומוגניזציה תקינה קובעת ישירות את טקסטורת הגלידה. תערובת שהומוגניזציה שלה חסרת דיוק תפיק גלידה שמנונית וגרנולרית. תערובת שהומוגניזציה שלה מוגזמת עלולה לפגוע בהיציבות של מערכות מאלחלות מסוימות. איכות ההומוגניזטור שלכם היא אחת המשתנים החשובים ביותר באחידות המוצר.
לקונים: תמיד דרשו את مواصفות הלחץ של ההומוגניזטור ושאלו אם הציוד תומך ב-CIP (ניקוי במקום). הומוגניזטור שקשה לנקות מהווה סיכון לביטחון המזון.
שלב 3: פסטוריזציה
התערובת האחידה חייבת לעבור פסטוריזציה כדי להשמיד פתוגנים ולהאריך את תקופת המגורים. ברוב קווי ייצור הגלידה משמשת פסטוריזציה במקלחת (Batch) או פסטוריזציה בטמפרטורה גבוהה לזמן קצר (HTST) באמצעות מחלף חום לוחותי (PHE).

לקונים: הטכניקה HTST עם מחלף חום לוחותי היא הסטנדרט התעשייתי לקווים מסחריים שקיבולתם עולה על 500 ליטר/שעה. ודאו שהמחלף הלוחותי מעוצב לתערובת גלידה צמיגית, ולא רק لبن סטנדרטי.
שלב 4: הבגרות (הזדקנות)
לאחר הפסטוריזציה והקירור (ל-2–4°מ), התערובת עוברת למיכל הבגרות, שם היא נמצאת לפחות 4 שעות — לעתים קרובות לאורך הלילה בסביבות תעשייתיות.
במהלך הבגרות:
- גLOBולי השומן מתגבשים חלקית, מה שמשפר את יציבות ה-Overrun במהלך הקיפאון.
- החלבונים נרטבים באופן מלא, ותרומתם למבנה ולטקסטורה של הגלידה.
- המייצבים מתפעלים ומגיעים לפוטנציאל המרבי שלהם לבניית צמיגות.
דילוג על תהליך הבגרות או קיצורו הוא אחת הסיבות הנפוצות ביותר לטקסטורה לקויה ולתכולת אוויר נמוכה (overrun) בקרם-גלאס. מיכל הבגרות חייב לשמור באופן עקבי על טמפרטורה של 2–4°מ, עם ערבוב עדין כדי למנוע הפרדת שומן.
לקונים: בחרו את נפח מיכל הבגרות בהתאם למטרה היומית שלכם לייצור, ולא רק לפי הזרימה השיעורית. רובה המכריע של הפעולות ממעיטים בהערכה של גודל המיכל ויוצרים צווארים בקבוק בשלב זה.
שלב 5: הקפאה רציפה (מקפיא רציף / דאשר)
המקפיא הרציף — הידוע גם כברל מקפיא רציף או כדאשר — הוא ליבת קו היצור. זהו המקום שבו תערובת הבגרות קופאת ומרופפת בו זמנית כדי להכניס אוויר (overrun).
בתוך ברל המקפיא:
- התערובת נכנסת לברל בטמפרטורה של 2–4°מ ויוצאת ממנו כקרם-גלאס חלקי-קפוא בטמפרטורה של כ־5− עד 7−°מ.
- הדאשרים הסובבים מסירים באופן רציף את הדופן הפנימית של הברל, ובכך מונעים היווצרות גבישים גדולים של קרח.
- הזרקת האוויר נשלטת כדי להשיג את תכולת האוויר הרצויה (overrun) (בדרך כלל 80–120% לקרם-גלאס רך; 20–50% לקרם-גלאס איכותי וקשוח).
המוצר היוצא (הנקרא בשלב זה "קרם קפוא רך") עדיין ניתן ל pompה ועובר ישירות לתחנת המילוי — יש לטפל בו במהירות כדי לשמור על הטקסטורה.
לקונים: חומר להב המערבולת (דרגת פלדת אל חלד), מהירות הגריסה וסוג הקורא משפיעים על איכות הפלט. יש לבקש את טווח בקרת העודף של המערבולת ולשאול אם קיימת בקרה אוטומטית על הלחץ האחורי.
שלב 6: מילוי, קיפאון ואריזה
השלב הסופי תלוי במידה רבה בתבנית המוצר שלכם. קווי ייצור תעשייתיים תומכים בשלוש קטגוריות עיקריות:
מוצרים למילוי ישיר (מקל/כוס/קונוס)
הקרם הקפוא הרך מהבריחל הקפאה ממולא ישירות לתבניות או לכוסות, ולאחר מכן עובר מיד למעבר לקנה קיפאון. קו מילוי מוגדר היטב יכול להשיג תפוקה של 80,000–110,000 יחידות/יום בעריכת מסילה אחת.
- מכונות מילוי כוסות: ממלאות פיסטון נשלטות סרוו עם דיוק נפחית (±1–2%)
- מכונות מילוי ליניאריות: קווי מולטימסילות מהירים עם איטום מכסה משולב
- מילוי קונות: דורש ראשי מפזרים מיוחדים ושליטה בשטף המוצר כדי למנוע נזילה
מוצרים חתוכים/מחולקים למנות
קוות אלו משלבים יציקה וחתיכה מקוונת. גלידת מוצצת לרצועה רציפה, נחתכת לפי משקל, ומאוחסנת — נמצאת בשימוש נרחב עבור סנדוויצי גלידה, מקלות ייחודיות ובלוקים גדולים. קווי מנהרה רב־פורמטים מסוגלים להפעיל מספר SKU בו־זמנית, עם קיבולת יומית של כ־100,000 יחידות.
מוצרים מסוג קונה
מילוי מסוג קונה דורש התאמה סינכרונית בין הזנת הקונות, מילוי המוצר והחדרת שכבת כיסוי אופציונלית (טבילה בשוקולד, פירור אגוזים וכו'). תכנון ייצור מסוג 'זרימה דרך' מפחית את זמן העצירה בין החלפת פורמטים.
מנהרת הקיפאון: לאחר המילוי, כל סוגי המוצרים עוברים דרך מנהרת הקיפאון (בדרך כלל בטווח של 35- עד 40- מעלות צלזיוס) כדי להביא את הטמפרטורה הליבה ל-18- מעלות צלזיוס או נמוך יותר. אורך המנהרה וזרימת האוויר משפיעים ישירות על קצב הפקה — זהו מצוקה נפוצה במערכות בעלות מנהרות קטנות מדי.
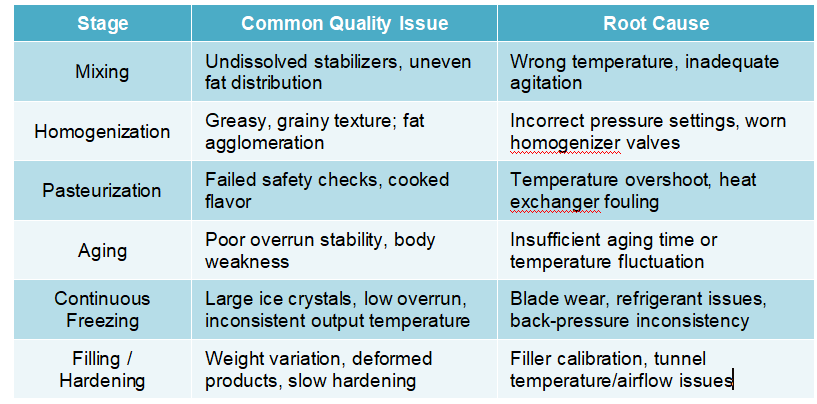
המקומות שבהם נתקלים בבעיות איכות באופן שכיח ביותר
הכרת התהליך עוזרת לכם לחזות באילו מקומות מתרכזים סיכונים לאיכות. להלן מדריך מהיר:
5 שאלות הקשורות לתהליך שיש לשאול כל ספק ציוד
עם תמונה ברורה של התהליך, אתם כעת מצוידים כדי לשאול שאלות חדות יותר בעת הערכת ספקי קווי ייצור:
- מה הלחץ המרבי בתפעול של ההומוגניזטור דו-שלבי שלכם, ובאיזה תדירות יש להחליף את שסתומי ההומוגניזציה?
- האם יחידת הפסטריזציה מעוצבת במיוחד לעיבוי תערובת גלידה, או שהיא פלטת חימום חלבית (PHE) סטנדרטית?
- מה טווח בקרת ה-Overrun במקפיא הרציף, ואיך מתבצעת בקרת הלחץ האחורי?
- מה תצורת ה-CIP (ניקוי במקום) לאורך כל הקו? באילו שלבים ניתן לבצע CIP?
- האם ציוד המילוי והאריזה מסוגל להתמודד עם סוגי המוצרים שדורשים אותי — ומה זמן המעבר בין סוגי המוצרים השונים?
איך וֵישׁוּ מעצבים קווי ייצור לגלידה
ב-Weishu Intelligent Machinery אנו מספקים קווי ייצור של גלידות מוכנים-לפעולה מלאים — המכסים כל שלב המתואר בהדרכה זו, מהערבוב וההומוגניזציה דרך הפיסטוריזציה, הבגרות, הקיפוץ הרציף ומילוי.
הגישה שלנו מבוססת על שלוש עקרונות:
- עיצוב המבוסס על התהליך: אנו מתחילים עם המתכון שלכם ודרישות הפלט, ולאחר מכן מתכננים את הקו כדי להתאים להם — ולא להפך.
- אחריות מלאה על הקו כולו: ספק אחד, נקודת מגע אחת, אינטגרציה מלאה של המערכת. אין פערים בין הציוד מספקי חומרה שונים.
- הצבה גלובלית: קווי הייצור שלנו פועלים במעל 100 מדינות. אנו מספקים התקנה, אCommissioning, הדרכת עובדים ותמיכה לאחר המכירה, לא משנה באיזו מדינה ממוקמת המפעל שלכם.
אם אתם בונים מפעל חדש, משדרגים קו ייצור קיים או מרחיבים את היכולת הייצורית, אנו עובדים יחד איתכם מתכנון התהליך ועד לפעילות הייצור — ומעבר לכך.
סיכום
ייצור גלידות הוא תהליך מורכב יותר ממה שנראה מבחוץ. כל שלב — ערבוב, הומוגניזציה, פסטריזציה, התיישנות, קיפאון ומילוי — כולל דרישות טכניות ספציפיות המשפיעות ישירות על איכות המוצר, הפורייה והעלות הפעולה שלך.
ההבנה של התהליך מעניקה לך יתרון ממשי בהשוואת ספקים, הערכת הצעות מחיר ותכנון תכנון המפעל שלך. קו הייצור הטוב ביותר איננו זה שבעל הбро셔 המרשימה ביותר — אלא זה שתוכנן במדויק לתהליך הספציפי שלך.
מוכנים לדון בפרויקט קו ייצור הגלידות שלכם? יצרו קשר עם צוות ההנדסה שלנו כדי לקבל ייעוץ תהליכי והצעת קו מותאם אישית — ללא התחייבות.
תוכן העניינים
- השלבים המרכזיים ה-6 בקו ייצור גלידה
- שלב 1: ערבוב והטמעת הרכיבים
- שלב 2: הומוגניזציה
- שלב 3: פסטוריזציה
- שלב 4: הבגרות (הזדקנות)
- שלב 5: הקפאה רציפה (מקפיא רציף / דאשר)
- שלב 6: מילוי, קיפאון ואריזה
- המקומות שבהם נתקלים בבעיות איכות באופן שכיח ביותר
- 5 שאלות הקשורות לתהליך שיש לשאול כל ספק ציוד
- איך וֵישׁוּ מעצבים קווי ייצור לגלידה
- סיכום





