
Om du utvärderar en glassproduktionslinje för din fabrik har du förmodligen redan sett många tekniska specifikationsblad. Men vet du vad som faktiskt sker inuti linjen – från det ögonblick råvarorna kommer in till det ögonblick ett färdigt produkt rullar ut förseglad och fryst?
Att förstå produktionsprocessen handlar inte bara om att tillfredsställa nyfikenheten. Den påverkar direkt vilken utrustning du behöver, hur du planerar din anläggning, var kvalitetsriskerna ligger och hur dina totala ägarkostnader kommer att se ut.
Den här guiden går igenom hela processen för en glassproduktionslinje – steg för steg – med fokus på vad som är viktigt för köpare och fabrikschefer.
De sex kärnstegen i en glassproduktionslinje
En standardindustriell glassproduktionslinje går igenom sex nyckelsteg. Varje steg har sin egen utrustning, kritiska parametrar och potentiell inverkan på den slutliga produktens kvalitet.
Steg 1: Ingrediensblandning och blandning
Processen börjar i blandtank blandtanken
Viktiga överväganden i detta skede:
- Temperaturreglering: De flesta ingredienserna löser sig bäst vid 40–60 °C. Blandtanken måste hålla en exakt temperatur.
- Rörelshastighet vid omrörning: För långsam omrörning ger dålig dispersion; för snabb omrörning introducerar för mycket luft för tidigt.
- Hantering av torra pulver: Vissa linjer integrerar enheter för upplösning av pulver för att förhindra klumpbildning.
För köpare: Om ditt recept innehåller högviskosa ingredienser eller värmeempfindliga smaker (t.ex. choklad), kontrollera att blandningssystemet stödjer justerbar omrörningshastighet och temperaturzoner.
Steg 2: Homogenisering
Efter blandning passerar blandningen genom en homogenisator – vanligtvis en tvåstegshögtryckshomogenisator i glassproduktionslinjer. Detta är ett av de tekniskt kritiskaste stegen.
Vad det gör:
- Första steget (högtryck, vanligtvis 150–200 bar): Delar ner fettglobuler till 1–2 μm.
- Andra steget (lågtryck, vanligtvis 30–50 bar): Sprider ut de neddelade fettglobulerna för att förhindra återagglomeration.
Varför det är viktigt: Rätt homogenisering avgör direkt texturen. En otillräckligt homogeniserad blandning ger fetthaltig, kornig glass. En överhomogeniserad blandning kan destabilisera vissa emulgatorsystem. Kvaliteten på din homogenisator är en av de viktigaste variablerna för produktens konsekvens.
För köpare: Begär alltid specifikationer för homogenisatorns tryck och fråga om utrustningen stödjer CIP (rengöring på plats). En homogenisator som är svår att rengöra utgör en risk för livsmedelssäkerheten.
Steg 3: Pasterisering
Den homogeniserade blandningen måste pastöriseras för att eliminera patogener och förlänga hållbarheten.

För köpare: HTST (hög temperatur, kort tid) med plåtvärmeväxlare är branschstandard för kommersiella linjer med en kapacitet över 500 l/h. Bekräfta att plåtvärmeväxlaren är utformad för viskösa glassblandningar, inte endast för standardmjölk.
Steg 4: Åldring (mognad)
Efter pastörisering och kylning (till 2–4 °C) överförs blandningen till en åldringstank där den vilar i minst fyra timmar – ofta hela natten i industriella anläggningar.
Under åldringen:
- Fettglobulerna kristalliseras delvis, vilket förbättrar stabiliteten hos overrun under frysningsprocessen.
- Proteinerna hydrateras fullständigt, vilket bidrar till konsistens och textur.
- Stabilisatorer aktiveras och når sin maximala förmåga att öka viskositeten.
Att hoppa över eller förkorta åldringen är en av de vanligaste orsakerna till dålig textur och låg överskridande volym (overrun) i glass. Åldringstanken måste konsekvent hålla en temperatur på 2–4 °C, med mjuk omrörning för att förhindra att fettet separerar.
För köpare: Dimensionera kapaciteten för din åldringstank utifrån ditt dagliga produktionsmål, inte bara din timvisa genomströmning. Många verksamheter underskattar tankens storlek och skapar flaskhalsar i detta skede.
Steg 5: Kontinuerlig frysningsprocess (frysare / dasher)
Den kontinuerliga frysaren – även kallad kontinuerlig frysartrumma eller dasher – är hjärtat i produktionslinjen. Det är här som den åldrade blandningen samtidigt fryses och vispas för att inkorporera luft (overrun).
Inuti frysartrumman:
- Blandningen kommer in i trumman vid 2–4 °C och lämnar den som halvfrozen glass vid ca –5 till –7 °C.
- Roterande dashers skrapar kontinuerligt bort is från trummväggen för att förhindra bildning av stora iskristaller.
- Lufttillförseln regleras för att uppnå den önskade överskridande volymen (overrun) (vanligtvis 80–120 % för soft-serve; 20–50 % för premium hard-pack).
Den utgående produkten (kallad "mjuk glass" vid detta skede) är fortfarande pumpbar och går direkt till fyllningsstationen – den måste hanteras snabbt för att bevara texturen.
För köpare: Dasherbladets material (rostfritt stål av en viss kvalitet), skraphastigheten och kylmedlets typ påverkar alla utmattningskvaliteten. Begär dasherns överskridningskontrollområde och fråga om den har automatiserad reglering av mottryck.
Steg 6: Fyllning, härdning och förpackning
Det sista steget beror i hög grad på din produkts format. Industriella linjer stödjer tre huvudsakliga kategorier:
Direktfyllningsprodukter (pinnar / koppar / glas)
Den mjuka glassen från fryskärret fylls direkt i former eller koppar och överförs omedelbart till en härdningstunnel. En väl konfigurerad fyllningslinje kan uppnå en kapacitet på 80 000–110 000 enheter/dag på en enda bana.
- Koppfyllningsmaskiner: Servodrivna kolvmaskiner för volymnoggrannhet (±1–2 %)
- Linjära fyllningsmaskiner: Högfrekventa flerbanslinjer med integrerad lockförsegling
- Konfyllning: Kräver specialiserade doseringshuvuden och kontroll av produktflödet för att förhindra spill
Skivade / portionerade produkter
Dessa linjer kombinerar extrudering och in-line-skivning. Glass extruderas till ett kontinuerligt band, skivs efter vikt och förpackas – ofta används för glassandwiches, novitetsstavar och massblock. Tunnelnätverk för flera format kan köra flera SKU samtidigt, med dagliga kapaciteter på cirka 100 000 stycken.
Konprodukter
Fyllning i konform kräver synkroniserad konmatning, produktutdelning och eventuell beläggning (chokladbad, nöttopping). En genomströmningsorienterad produktionsdesign minskar driftstopp vid formatbyten.
Härdningstunnel: Efter fyllning passerar alla produktformat genom en härdningstunnel (vanligtvis -35 till -40 °C) för att sänka kärntemperaturen till -18 °C eller lägre. Tunnelns längd och luftflöde påverkar direkt kapaciteten – detta är en vanlig flaskhals i för litet dimensionerade konfigurationer.
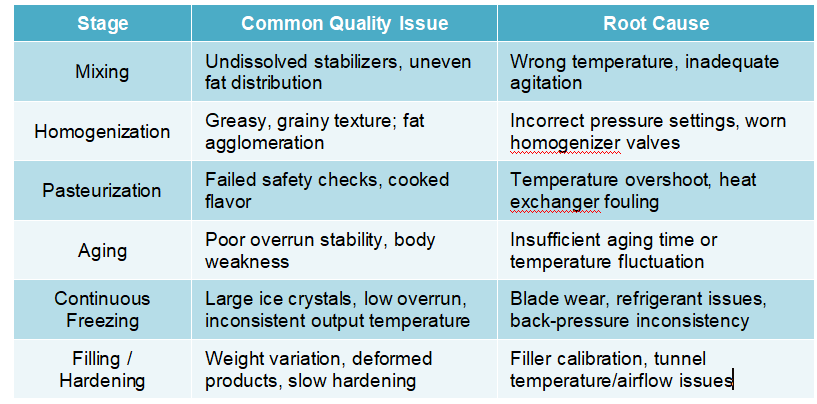
Där kvalitetsproblem uppstår oftast
Att känna till processen hjälper dig att förutse där kvalitetsrisker koncentrerar sig. Här är en snabbreferens:
5 processrelaterade frågor att ställa till någon utrustningsleverantör
Med en tydlig bild av processen är du nu rustad att ställa skarpare frågor när du utvärderar leverantörer av produktionslinjer:
- Vad är det maximala driftstrycket för er tvåstegs-homogenisator och hur ofta behöver homogeniseringsventilerna bytas ut?
- Är pastöriseringsenheten specifikt utformad för iscremmixens viskositet, eller är det en standardmjölkmässig plattvärmeväxlare (PHE)?
- Vad är överskridningskontrollområdet (overrun) på den kontinuerliga frysen, och hur regleras mottrycket?
- Vad är CIP-konfigurationen (Clean-in-Place) för hela linjen? Vilka steg är CIP-kompatibla?
- Kan fyllnings- och förpackningsutrustningen hantera de produktformat jag behöver – och hur lång är omställningstiden mellan olika format?
Hur Weishu utformar iscremproduktionslinjer
Vid Weishu Intelligent Machinery levererar vi kompletta nyckelfärdiga glassproduktionslinjer – som täcker varje steg som beskrivs i den här guiden, från blandning och homogenisering via pastörisering, åldring, kontinuerlig frystorkning och fyllning.
Vårt tillvägagångssätt bygger på tre principer:
- Processförst-design: Vi utgår från ditt recept och dina krav på produktionskapacitet och konstruerar sedan linjen för att möta dessa krav – inte tvärtom.
- Fullt ansvar för hela linjen: En leverantör, en kontaktperson, full systemintegration. Ingen lucka mellan utrustning från olika leverantörer.
- Global distribution: Våra linjer är i drift i över 100 länder. Vi tillhandahåller installation, igångkörning, operatörsträning och service efter försäljning oavsett var din fabrik ligger.
Oavsett om du bygger en ny fabrik, uppgraderar en befintlig linje eller ökar kapaciteten, arbetar vi tillsammans med dig från processdesign till produktion – och långt därefter.
Slutsats
Tillverkning av glass är mer processintensiv än det ser ut från utsidan. Varje steg – blandning, homogenisering, pastörisering, åldring, frystorkning och påfyllning – har specifika tekniska krav som direkt påverkar produktkvaliteten, avkastningen och driftskostnaderna.
Att förstå processen ger dig ett verkligt fördel när du jämför leverantörer, utvärderar offertförslag och utformar din fabrikslayout. Den bästa produktionslinjen är inte den med den mest imponerande broschyren – utan den som är korrekt konstruerad för just din specifika process.
Redo att diskutera ditt projekt för glassproduktionslinje? Kontakta vårt ingenjörsteam för en processkonsultation och ett skräddarsytt linjeförslag – inget engagemang krävs.
Kontakta oss | Begär Offert | Prata med vårt team om ditt projekt
Innehållsförteckning
- De sex kärnstegen i en glassproduktionslinje
- Steg 1: Ingrediensblandning och blandning
- Steg 2: Homogenisering
- Steg 3: Pasterisering
- Steg 4: Åldring (mognad)
- Steg 5: Kontinuerlig frysningsprocess (frysare / dasher)
- Steg 6: Fyllning, härdning och förpackning
- Där kvalitetsproblem uppstår oftast
- 5 processrelaterade frågor att ställa till någon utrustningsleverantör
- Hur Weishu utformar iscremproduktionslinjer
- Slutsats





