
Karamihan sa mga tagapag-produkto ng produkto mula sa gatas ay alam na kailangan nila ang isang homogenizer. Mas kaunti lamang ang tumitigil upang magtanong: ano nga ba ang aktuwal na gastos nito sa akin kung pipiliin ko ang maling modelo?
Ang operasyon sa ilalim ng mataas na presyon ay nagdudulot ng hindi pare-parehong pagbawas ng taba, mga reklamo tungkol sa paghihiwalay ng cream, at mas maikling buhay na istante. Ang sobrang espesipikasyon ng kagamitan ay sumisira sa enerhiya at kapital na hindi talaga kailangan mong gastusin. Ang artikulong ito ay tutulungan kang makahanap ng tamang gitnang landas — at maunawaan kung anong mga espesipikasyon ang tunay na nagpapadala ng halaga.
Ano ang Paghomogenizer ng gatas Tunay na Ginagawa
Ang isang homogenizer na gumagana sa mataas na presyon ay pumipilit sa gatas na dumaloy sa isang makitid na valve sa mga presyon na karaniwang nasa pagitan ng 10–32 MPa. Ito ay nagpapabagal sa mga globulo ng taba mula sa kanilang likas na sukat (~3–5 µm) pababa sa higit sa 1 µm. Ang resulta:
- Walang linya ng cream. Nanatiling pantay ang distribusyon ng taba sa buong buhay na istante — mahalaga para sa mga produktong panretail kung saan ang paghihiwalay ay nag-trigger ng mga reklamo ng consumer at mga pagbabalik.
- Mas malambot na pakiramdam sa bibig. Ang mas maliit na mga globulo ng taba ay nagbibigay ng mas creamy at mas pare-parehong tekstura — isang direktang tagapag-ugnay ng nakikita o napapansing kalidad ng produkto at paulit-ulit na pagbili.
- Mas mahusay na katatagan sa pagpoproseso. Ang homogenized na gatas ay mas konsebto ang pagtitiis sa pasteurization at UHT treatment, na binabawasan ang pagkakaiba-iba ng proseso at ang kailangang ulitin na pagpoproseso.
Ang Negosyong Kase: Kung Saan Nakakakonekta ang mga Tukoy ng Homogenizer sa Tunay na Gastos
Alahanin ng presyon
Karamihan sa mga aplikasyon ng gatas ay nangangailangan ng 15–20 MPa para sa epektibong pagbawas ng mga globule ng taba. Ang paggamit ng mas mataas na presyon (25–32 MPa) ay kinakailangan para sa crema, nakonsentrong gatas, o mga inumin na emulsified — ngunit nagdaragdag ito ng gastos sa pagsusuot ng pump at sa enerhiya.
Pangkaraniwang pagkakamali sa pagbili: Pagpili ng maximum na presyon kahit hindi kailangan ng iyong produkto. Ang mas mataas na rating ng presyon ay nangangahulugan ng mas mabigat na mga bahagi ng pump at mas mataas na konsumo ng enerhiya bawat litro na napoproseso.
Kapasidad (L/h)
Available na saklaw: 500–5,000 L/h. I-sync ang throughput ng homogenizer sa output ng iyong pasteurizer — ang di-magkatugmang kapasidad ay nagdudulot ng bottleneck sa alinman sa direksyon.
Praktikal na panuntunan: I-size ang homogenizer batay sa iyong target na dami sa loob ng 2 taon, hindi sa kasalukuyang dami. Ang pag-upgrade ng homogenizer habang nasa operasyon ay mahal at nakakadistract.
Sa komersyal na pananaw: ang homogenisasyon ay hindi opsyonal para sa anumang tagapag-produce ng gatas na nagbebenta sa retail. Direktang nakaaapekto ito sa pagkakapare-pareho ng produkto, persepsyon ng konsyumer, at kahusayan ng proseso sa susunod na yugto.
Dalawang Yugto vs. Isang Yugto
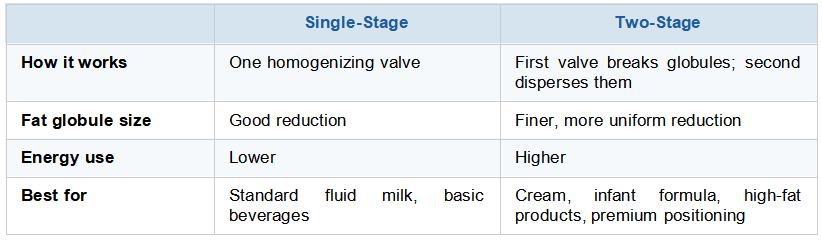
Para sa karaniwang pasteurized na buong gatas o skim milk, ang isang yugto ay karaniwang sapat at mas mura. Ang dalawang yugto ay naging kapaki-pakinabang na may dagdag na gastos kapag ang iyong produkto ay nangangailangan ng mas tiyak na distribusyon ng partikula o kapag ang pag-uulit ng pagkakalat ng mga globule ay isang problema.
Pag-aotomisa at kontrol
Ang kontrol gamit ang touchscreen at PLC kasama ang real-time na pagsubaybay sa temperatura, bilis ng daloy, at mga parameter ng presyon ay nagpapagarantiya ng pare-parehong kontrol ng presyon — na nangangahulugan ng pare-parehong produkto. Ang manu-manong pag-aadjust ng presyon ay nagdudulot ng pagkakaiba-iba sa bawat batch, na isang problema kapag ang mga bumibili ay nangangailangan ng dokumentasyon ng pagsunod sa mga teknikal na tukoy para sa bawat lot.
Mga Katanungan na Dapat Sagutin Bago Bumili
Anong mga produkto ang papatakbohin ng linya na ito sa susunod na 3 taon?
Pangkaraniwang likido na gatas lamang? O idaragdag ninyo ang crema, mga inumin na yogurt, o mga inuming may lactic acid? Ang mga multi-product na linya ay nakikinabang sa mas malawak na kakayahang umangkop sa saklaw ng presyon.
Ano ang inyong pinakamataas na throughput kada oras?
Kalkulahin batay sa inyong istruktura ng shift at linya ng pagpuno bilis — hindi lamang sa araw-araw na dami. Ang homogenizer ay dapat kayang sundan ang inyong pinakamabilis na window ng produksyon.
Ano ang inyong gastos sa enerhiya?
Sa mga merkado kung saan mataas ang gastos sa enerhiya, ang pagkakaiba sa kahusayan sa pagitan ng mga modelo ng homogenizer ay nagiging makabuluhan sa malaking sukat. Itanong sa mga tagapagkaloob ang mga numero ng kWh bawat 1,000L at kalkulahin ang inyong operasyon na gastos sa loob ng tatlong taon — hindi lamang ang presyo ng pagbili.
Anong CIP compatibility ang kailangan ng sistema?
Ang inyong homogenizer ay dapat maisama sa umiiral na CIP circuit ninyo. I-verify ang konpigurasyon ng valve, posisyon ng drain, at compatibility sa kemikal bago pa man isumite ang huling teknikal na tsek.
Homogenizer para sa Gatas vs. Iba Pang Kagamitang Paghahalo: Bakit Hindi Gumagana ang mga kapalit
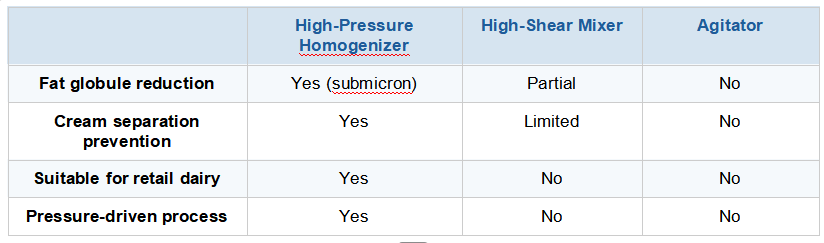
Ang homogenizer ay isang sistema na batay sa presyon. Ang pisikal na pagbawas ng laki ng mga globulo ng taba ay nangangailangan ng presyon, hindi ng mekanikal na pag-agit. Walang kapalit na nakakatipid sa gastos na nakakamit ang parehong resulta.
Karaniwang Mga Pagkakamali sa Pagpili ng Sukat
- Ang pagkamali sa pagtataya sa kinabukasan na kapasidad. Ang isang homogenizer na may kapasidad na 500 L/h na binili upang tugma sa kasalukuyang output ay magiging bottlenecks sa loob ng 18 buwan mula sa paglago. Ang gastos sa pagpapalit ay lalampas sa paunang naitipid.
- Ang pag-iiwan ng dalawang yugto (two-stage) kahit kailangan ito ng produkto. Kung ang iyong merkado ay premium o ang iyong produkto ay base sa cream, ang isang sistemang iisang yugto (single-stage) ay magreresulta sa mas mababang kalidad ng tekstura. Ang gastos dahil sa reklamo ng mga customer ay lalampas sa pagkakaiba ng presyo ng kagamitan.
- Ang paghihiwalay ng pagbili ng homogenizer at pasteurizer. Ang dalawang kagamitang ito ay kailangang tugma sa daloy (flow rate) at profile ng temperatura. Ang pagbili nito nang hiwalay nang walang plano para sa integrasyon ay magdudulot ng mga problema sa operasyon.
Tungkol sa Weishu Intelligent Machinery
Weishu Intelligent Machinery (Jiaxing) Co., Ltd nagbibigay ng mataas na presyur na milk homogenizer mula 500 hanggang 5,000 L/h, may PLC touchscreen control, kahoy na export-grade na kahon para sa pagpapadala, at 20 araw na lead time. Ang aming mga homogenizer ay idinisenyo upang mai-integrate nang direkta sa buong pasteurized at UHT milk production lines.
Makipag-ugnayan sa aming koponan para sa isang nakatuon na rekomendasyon ng kagamitan na naaayon sa laki ng inyong produksyon at komposisyon ng inyong produkto.
Talaan ng mga Nilalaman
- Ano ang Paghomogenizer ng gatas Tunay na Ginagawa
- Ang Negosyong Kase: Kung Saan Nakakakonekta ang mga Tukoy ng Homogenizer sa Tunay na Gastos
- Dalawang Yugto vs. Isang Yugto
- Pag-aotomisa at kontrol
- Mga Katanungan na Dapat Sagutin Bago Bumili
- Homogenizer para sa Gatas vs. Iba Pang Kagamitang Paghahalo: Bakit Hindi Gumagana ang mga kapalit
- Karaniwang Mga Pagkakamali sa Pagpili ng Sukat
- Tungkol sa Weishu Intelligent Machinery





