
De flesta mejeriproducenter vet att de behöver en homogenisator. Färre stannar och funderar på: vad kostar det mig egentligen om jag väljer fel modell?
Drift under för lågt tryck leder till inkonsekvent fettreduktion, klagomål på gräddseparation och kortare hållbarhet. Överdimensionerad utrustning slösar bort energi och kapital som du inte behövde använda. Den här artikeln hjälper dig att hitta rätt balans – och förstå vilka specifikationer som faktiskt skapar värde.
Vad en Mjölkhomogenisator Fungerar faktiskt
En högtryckshomogenisator pressar mjölk genom ett smalt ventilöppning vid tryck mellan 10–32 MPa. Detta bryter ned fettglobuler från deras naturliga storlek (~3–5 µm) till under 1 µm. Resultatet är:
- Ingen gräddskikt. Fettet förblir jämnt fördelat under hela hållbarhetsperioden – avgörande för butiksprodukter där separation utlöser konsumentklagomål och returer.
- Sammansatt munfölelse. Mindre fettglobuler ger en cremigare, mer enhetlig textur – en direkt drivkraft för upplevd produktkvalitet och återköp.
- Bättre processstabilitet. Homogeniserad mjölk tål pastörisering och UHT-behandling mer konsekvent, vilket minskar processvariation och omarbete.
Affärsmässiga argument: Där homogenisatorspecifikationer kopplas till verkliga kostnader
Tryckområde
De flesta mjölktillämpningar kräver 15–20 MPa för effektiv reduktion av fettglobuler. Högre tryck (25–32 MPa) krävs för grädde, koncentrerad mjölk eller emulgerade drycker – men medför högre kostnader för pumpslitage och energiförbrukning.
Köpsfel: Att specificera maximalt tryck när ditt produkt inte kräver det. Högre angivet tryck innebär tyngre pumpkomponenter samt högre energiförbrukning per liter som bearbetas.
Kapacitet (l/h)
Tillgängligt spann: 500–5 000 l/h. Anpassa homogenisatorns genomflöde till din pastörisators effekt – en missmatchad kapacitet skapar flaskhalsar i båda riktningarna.
Praktisk regel: Dimensionera för din målvolyms volym inom två år, inte för dagens volym. Att uppgradera en homogenisator under drift är kostsamt och störande
Ur kommersiell synvinkel: homogenisering är obligatorisk för alla mejeriproducenter som säljer till butikskedjan. Den påverkar direkt produktens konsekvens, konsumenternas uppfattning och effektiviteten i efterföljande bearbetningssteg.
Tvåstegs- vs. enstegshomogenisering
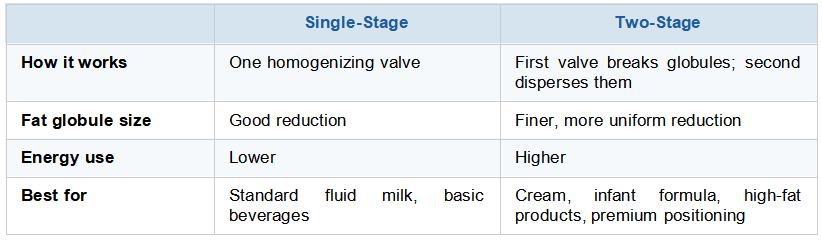
För standardpasteriserad helmjölk eller lättmjölk är enstegshomogenisering vanligtvis tillräcklig och kostnadseffektivare. Tvåstegshomogenisering blir värd den högre kostnaden när din produkt kräver en smalare partikelfördelning eller när globulerna återklustrar.
Automatisering och kontroll
Touchscreen + PLC-styrning med realtidsövervakning av temperatur, flöde och tryckparametrar säkerställer konsekvent tryckkontroll – vilket innebär konsekvent produkt. Manuell tryckjustering introducerar variation mellan partier, vilket är ett problem när köpare kräver dokumentation för specifikationsöverensstämmelse för varje parti.
Frågor att besvara innan du köper
Vilka produkter kommer denna linje att tillverka under de närmaste tre åren?
Endast standard mjölkvätska? Eller kommer ni att lägga till grädde, yoghurtdrycker eller mjölksyrabeverager? Flervärdsprodukter drar nytta av större flexibilitet vad gäller tryckområdet.
Vad är er maximal timvolym?
Beräkna utifrån er skiftstruktur och fyllningslinje hastighet — inte bara daglig volym. Homogenisatorn måste kunna hålla jämna steg med er snabbaste produktionsperiod.
Vad är era energikostnader?
I marknader med höga energikostnader blir skillnaden i effektivitet mellan olika homogenisatormodeller betydelsefull vid storskalig produktion. Be leverantörer om uppgifter om kWh per 1 000 liter och beräkna era driftkostnader under tre år — inte bara inköpspriset.
Vilken CIP-kompatibilitet kräver systemet?
Er homogenisator måste integreras med er befintliga CIP-krets. Kontrollera ventilkonfiguration, avtappningspositioner och kemisk kompatibilitet innan ni fastställer specifikationen.
Mjölkhomogenisator jämfört med annan blandutrustning: Varför ersättningar inte fungerar
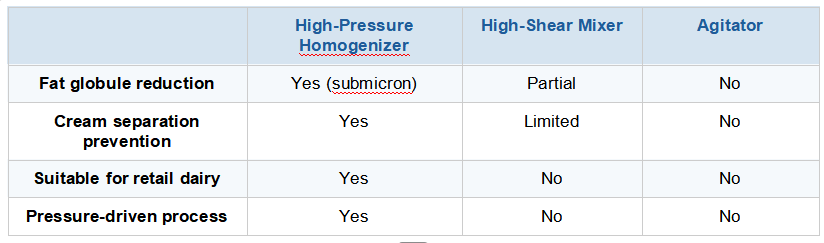
En homogenisator är ett tryckbaserat system. Den fysiska minskningen av fettklotens storlek kräver tryck, inte mekanisk omrörning. Det finns ingen kostnadsbesparande ersättning som ger samma resultat.
Vanliga dimensioneringsfel
- Underskatta framtida kapacitet. En homogenisator på 500 L/h som köps för att matcha dagens produktion blir en flaskhals inom 18 månader efter tillväxt. Ersättningskostnaden överstiger de ursprungliga besparingarna.
- Ignorera tvåstegsprocessen när produkten kräver det. Om din marknad är premium eller om din produkt är gräddbaserad ger ett enfas-system en underlägsen struktur. Kostnaden för kundklaganden överstiger pris skillnaden mellan utrustningarna.
- Separera inköp av homogenisator och pastörisator. Dessa två komponenter måste anpassas till varandra vad gäller flöde och temperaturprofil. Att köpa dem separat utan integreringsplanering skapar driftproblem.
Om Weishu Intelligent Machinery
Weishu Intelligent Machinery (Jiaxing) Co., Ltd levererar högtrycksmjölkshomogenisatorer med kapacitet från 500 till 5 000 L/h, med PLC-touchscreen-styrning, exportklassad trädkartongförpackning och en ledtid på 20 dagar. Våra homogenisatorer är utformade för att integreras direkt i kompletta pastöriserade och UHT-mjölklinjer.
Kontakta vårt team för en anpassad utrustningsrekommendation som är anpassad efter din produktionskapacitet och produktmix.
Innehållsförteckning
- Vad en Mjölkhomogenisator Fungerar faktiskt
- Affärsmässiga argument: Där homogenisatorspecifikationer kopplas till verkliga kostnader
- Tvåstegs- vs. enstegshomogenisering
- Automatisering och kontroll
- Frågor att besvara innan du köper
- Mjölkhomogenisator jämfört med annan blandutrustning: Varför ersättningar inte fungerar
- Vanliga dimensioneringsfel
- Om Weishu Intelligent Machinery





